

Digital textile printing equipment is available since more than 20 years. Today, it is the fastest growing segment within textile machinery. The digital textile printing market is expected to be worth $2.31 bn by 2023 from $1.76 bn in 2018, at a CAGR of 6 per cent between 2018 and 2023. The major factors driving the growth of the digital textile printing industry include the growing demand for sustainable printing; increasing demand in the garment; shortening lifespan and faster adaptability of fashion designs; development of new technologies; reduced per unit cost of printing, and growth of the e-commerce industry.
 The Future of Digital Textile Printing confirms that this industry segment will continue to see strong growth over next five years. Further increase of market penetration will also lower direct printing costs and therefore continuously increase the share of digital within textile printing (Today ca. 3 per cent volume vise).
The Future of Digital Textile Printing confirms that this industry segment will continue to see strong growth over next five years. Further increase of market penetration will also lower direct printing costs and therefore continuously increase the share of digital within textile printing (Today ca. 3 per cent volume vise).
Digital textile printing equipment
Digital textile printing equipment can be segmented into three different types of machines: (Table 1: Digital textile printing machine types)
Type 1 – Plotter type machines: Based on digital printing equipment originally designed for graphical application. In the field of textiles, they are used for sampling, for transfer print, for soft signage and small lots of any kind of printed fabric products. Production speed is limited, applied inks could be dye based inks (reactive, acid, disperse) but also pigment based inks.
 Type 2 – Scanner type machines: Equipped with a printing blanket. It is the most important machine type for textile applications so far, used for sampling, small to medium production lots mainly for apparel and hometextile products (widths are available up to 320cm) and also soft signage. Within industrially printed textiles, it is the most spread machine type.
Type 2 – Scanner type machines: Equipped with a printing blanket. It is the most important machine type for textile applications so far, used for sampling, small to medium production lots mainly for apparel and hometextile products (widths are available up to 320cm) and also soft signage. Within industrially printed textiles, it is the most spread machine type.
Type 3 – Single pass type machines: This is the latest type of textile printing equipment which allows (for the first time) production speeds in the range of traditional rotary screen printing equipment. That’s a first important comparison parameter to fuel a substitution of traditional textile printing technologies.
Substrates are moved continuously, the position of the print-heads (grouped in printing bars) is stable.
Print quality to be achieved is always depending on the successful combination of substrate, pretreatment, design, colour coverage, ink, print-head, machine, post-treatment and process speed.
 Pre-and post-treatment
Pre-and post-treatment
Successful digital textile printing still asks for an industrial environment with access to wet- and dry finishing equipment for the pre- and post-treatment. Processes cannot yet be standardized since treatments depend on type of substrates, type of inks, print penetration and type use of the final product. The importance of an adequate pre- and posttreatment and its influence on the print quality is often under estimated by involved parties.
Inks
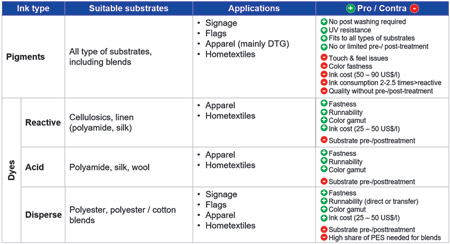
Dye based inks dominate digital printing for textile applications, however a pre- and post-treatment is always requested: (Table 2: Digital textile printing ink types)
Print-heads
 Currently, Kyocera is the most spread print-head for scanner and single pass type digital textile printing machines. For none of the print-head suppliers, digital textile printing is the key focus of their business activities. Product leadership is fast changing with each new generation of print-head offered for digital textile printing.
Currently, Kyocera is the most spread print-head for scanner and single pass type digital textile printing machines. For none of the print-head suppliers, digital textile printing is the key focus of their business activities. Product leadership is fast changing with each new generation of print-head offered for digital textile printing.
Print-heads are perceived as one of the most critical component in a digital textile printing machine. The printing performance of a machine depends on the number of print-heads installed. Life span of a printhead is depending on the quality and type of ink in use, by the printing machine itself (especially electronics) and the physical construction of the head itself (multiple thin metal layers or solid silicone block). Even with most suitable inks life span of print-heads currently is between one and two years what results in an elevated maintenance and replacing cost. The print quality of a print-head is changing over its lifetime what challenges the print lot allocation to machines in a digital textile printing mill (that’s at least the experience of printers having thin layer heads like Epson or Kyocera in use).
 Reliability of print-heads is one of the major requests for future improvements in digital textile printing. Machine manufacturers are aware of this issue and partly offer support to their clients to share the risk of failure. (Table 3: Digital textile printing print-heads)
Reliability of print-heads is one of the major requests for future improvements in digital textile printing. Machine manufacturers are aware of this issue and partly offer support to their clients to share the risk of failure. (Table 3: Digital textile printing print-heads)
Print cost calculation
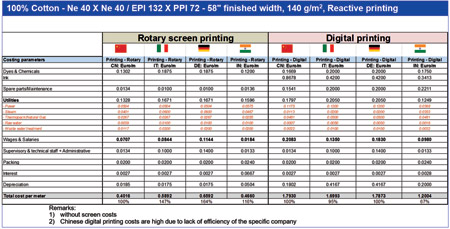
Taking into consideration the pure print cost, digital textile printing in most cases is more expensive than traditional textile printing. The real cost advantage is limited to the fact, that with digital textile printing no screens are needed. Since for every colour in use, one screen is needed with traditional textile printing, more colours are used, more attractive the digital printing is in direct comparison with traditional. With an example of a printed 100 per cent Co substrate, rotary screen printing has cost advantage; the cost structure of digital does not differ strongly in the analysed geographical markets: (Table 4: Digital textile printing / rotary screen printing country cost comparison)
In addition to the number of colours in use, the batch length to be printed is the second cost parameter to be taken into consideration for a direct cost comparison of digital textile printing with rotary screen printing. Following example shows the classical break even calculation: (Table 5: Digital textile printing cost comparison with rotary screen printing)
Following graph shows that the break even for a one colour print is at about 200m, for a two colour print at about 700m, for a three colour print at about 1’200m and for a four colour print at about 2’000m. (Table 6: Digital textile printing break even cost calculation)
Obviously, that’s not the only driver in favour of digital textile printing. More important are other parameters which are difficult to quantify directly in monetary values but there is a direct correlation with the demand of digital textile printing.
 Indirect cost
Indirect cost
Gherzi has identified 4 different fields of totally 37 indirect cost parameters, influencing the digital textile printing activities related to
- Sustainability
- Speed
- Flexibility
- New business models
Gherzi positioned the parameters in a grid with the relative awareness of textile printing companies against the relative impact on total cost of ownership. (Table7: Digital textile printing indirect cost drivers)
Sustainability:At textile printers, sustainability issues are not perceived as the main driver criteria for digital textile printing with the exception of low dye consumption and the reduced waste of printed fabric. However, facts as reduced fresh water consumption and waste water charge, reduced consumption of chemicals and reduced consumption of energy compared to classical textile printing technologies are a fact even if carbon footprint and green image are no issue for the majority of textile printers (at least in combination with digital textile printing).
 Speed:Speed related parameters are the main positive drivers in favour of digital textile printing. The advantage of no need for screens results in shortened lead times from defined design to printed fabric. A style installation on machine is basically a software issue since a graphic file is fed directly to the printing machine. Sampling activities could be accelerated, further the quality of printed samples are equal to the production quality as long as it is printed on the same type of machine. The ongoing trend for fast fashion in combination with more collections and shorter lots also favour the digital textile printing technology.
Speed:Speed related parameters are the main positive drivers in favour of digital textile printing. The advantage of no need for screens results in shortened lead times from defined design to printed fabric. A style installation on machine is basically a software issue since a graphic file is fed directly to the printing machine. Sampling activities could be accelerated, further the quality of printed samples are equal to the production quality as long as it is printed on the same type of machine. The ongoing trend for fast fashion in combination with more collections and shorter lots also favour the digital textile printing technology.
Flexibility: Digital textile printing is a very flexible production process. It allows more collections, more colours, more design features (even different ones than traditional textile printing) and very easy colour variations. Warehousing became nearly unnecessary. Production quality can be expected similar to sample quality. Further the production even of short lots became much more attractive.
New business models: The digital textile printing technology itself offers the potential of a variety of new business models. The direct interaction via web opens new possibilities of communication and interaction between involved parties (brands, designers, retail, printers, consumers), the single pass machines further allow unique opportunities of large production lots in very short time after order.
Trends which could change the world of textile printing
Single pass digital textile printing
 With the market introduction of the Lario in 2012, MS Italy presented for the first time a digital textile printing machine offering similar production performance as a traditional rotary screen printing machine. In the meantime, beside MS Italy also SPGPrints (PIKE), Konica Minolta (Nassenger SP-1) and Atexco (Vega One) have sold and installed single pass digital textile printing machines in the industry. The market for this type of equipment is limited so far since an interested investor has to rely on an industrial environment (pre- treatment and finishing equipment) and has to have an annual production volume of more than 2mn running m to be produced on the single pass machine. In theory, there are many potential customers around the world however main challenge for them is that they simply don’t know how to sell the added value of digital, thus cannot achieve a volume of minimum 2 mn m that are necessary to justify the investment in single pass. A single pass digital textile printing machine has to be operated 24/7 in order to be profitable.
With the market introduction of the Lario in 2012, MS Italy presented for the first time a digital textile printing machine offering similar production performance as a traditional rotary screen printing machine. In the meantime, beside MS Italy also SPGPrints (PIKE), Konica Minolta (Nassenger SP-1) and Atexco (Vega One) have sold and installed single pass digital textile printing machines in the industry. The market for this type of equipment is limited so far since an interested investor has to rely on an industrial environment (pre- treatment and finishing equipment) and has to have an annual production volume of more than 2mn running m to be produced on the single pass machine. In theory, there are many potential customers around the world however main challenge for them is that they simply don’t know how to sell the added value of digital, thus cannot achieve a volume of minimum 2 mn m that are necessary to justify the investment in single pass. A single pass digital textile printing machine has to be operated 24/7 in order to be profitable.
 Advantages
Advantages
- Capability to produce important quantities in a very short time (lead time advantage)
- Fast style change (design, colours) with nearly no installation time
- Production speed as rotary screen printing
- Nearly unlimited flexibility Disadvantages
- Limited market so far
- Fast developing technology
- Heavy investment
- Lifespan of print-heads
- Quantity of suitable orders to fill capacity
- Industrial environment (pre- and after-treatment necessary)
Unique opportunities are offered by this type of machinery in terms of reaction speed and the potential to produce large quantities in very short time. Style changes can be prepared while the machine is still producing. There are nearly no limitations in quantities of colours and complexity of designs.
Once the technology is mature, production cost is further lowered and the reliability of print-heads is given (What is a question of time) there is the potential to replace an important part of installed rotary screen printing capacity.
Pigment inks
As of today, digital textile printing with dye based inks ask for an industrial environment with highly sophisticated pre- and after-treatment equipment. This fact limits the spread of machines towards garmenting mills, brands, designers, retail or other parties.
In traditional printing pigment based printing paste is the solution found for the requirements ‘simple process,’ ‘low cost’ and ‘acceptable quality’. In digital printing pigment inks cannot fulfill any of these 3 criteria so far. In order to find a solution to meet those goals, the industry should search for another chemistry / solution than pigments. The industry wants to have a solution for these issues, but nobody has ever seen it.
Several market players are working hard on bringing pigment based inks to the market. However, there is no solution so far available, which allows a high quality textile printing without any pre- and after treatment. Market prices of pigment based inks are still very expensive compared to dye based inks, further the all in one ink solution is not yet available. (Table 8: Digital textile printing pigment inks)
Future requirements
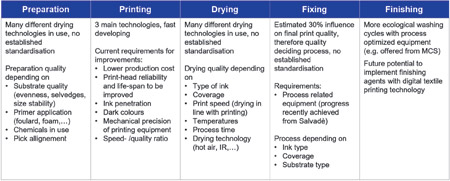
Digital textile printing will continue to grow and increase its share within textile printing. It has to be understood as a chain of processes from preparation to finishing which so far is not standardized. (Table 9: Digital textile printing production process) An accelerated spread of digital textile printing could be expected as soon as there are price attractive reliable printing solutions available which don’t ask for an industrial environment and allow also high quality prints at brands, retail and design organisations. They will opt for plotter type and scanner type of digital printing machines, single pass technology will remain limited to industrial printers due to the huge production output.
Conclusion
Digital fabric printing is a growing market and will continue to grow as a viable mainstream option in the speciality imaging community, also it will be getting a bigger market share in apparel and home furnishing segment.It is important to see it as a complimentary technology to conventional printing as compared to a competition. Conventional printing will continue to be used for fabric products which are produced in long runs and where time-to-market is not a critical issue. Digital printing may be able to take over conventional printing no time soon but if the cost of raw materials goes down, which eventually will, because with time the demand will rise and competition will be increased between manufacturers of inks, machines, chemicals, and heat transfer paper.In India, there is a slow and steady growth in digital fabric printing we can see right now. However, digital fabric printing will definitely change the landscape of fabric printing in India, and also worldwide!
(Source: SPG Prints – Gherzi White Paper)
To know more about the present status and future prospects of digital textile printing industry, Apparel Views Editorial team interviewed leading players from technology & inks manufacturers and job workers’ segments. Their views are covered in next few pages…

NALINI KHANDELWAL
Charu Digiprints
CHARU is over 45 years old and we take pride in moving with the trends. We have 2 Konica digital Printing machines, Pro 60 and 120. We have purchased the latest Konica Nassenger 8 printing machine as well and will have a capacity of 2,500 meters a day. Additionally we have the Mimaki polyester printing machine. This way, we will offer our clients a wide range of printing on any fabric.
The digital textile printing industry has grown over the last year and certainly, there is a huge future in this business. It has grown and is continuing to grow. Though,a big disadvantage here is the price war that ensues with the growing of the industry. The market is flooded with cheap Chinese machines with 4 colour inks. But today, the customers are educated and see the huge difference in quality. They are willing to pay a better price for good quality digital printing. There is no comparison to the quality, depth, colour and brightness from an 8 ink digital printing machine. Also, one other challenge that we are facing as a printer is the pricing. The expenses are rising while we have to keep lowering our prices.
Concerning the demand for digital printing, it has been increasing at both, the exporters’ front and the domestic brands. Even the local market increasingly prefers digital printing. One of the big advantages being, that there is no quantity limitation and no additional expense of making blocks or screens. Although the demand has increased, rotary printing is still a cheaper option when you have very large quantities to print. But again, in rotary printing you are constrained with the number of colours while in contrast there are no limitations to colours in digital printing. Compared with direct to textile printing, sublimation machines are more common in the industry.
Regarding inks, working with reactive inks has its challenges due to various processes involved. Pigment ink would definitely be the future of digital textile processes. There are many new machines and developments in the industry to make a perfect direct to textile digital printing machine. This would also bring down the cost of production. Today we have UV digital printing. This is a form of printing that uses ulta-violet lights to dry and cure ink as it is printed. UV Inks are environment friendly unlike solvent based inks.

ASAD KHATRI
Ethco Prints
Our company emphasises more on designs, colours, trends and maintaining printing quality than on quantity. We have a MS JP5evo & Konica Minolta Pro 120 digital textile printer, the combined capacity of printing 50,000 meters per month.
The digital textile printing industry has grown drastically, especially with high-speed digital textile printers, which has helped in reducing the cost of production. The demand for it has increased at both fronts – domestic and export. The quality of printing is great, designs & colours are limitless. So, buyers want to go for digitally printed fabric as it enhances their garments. It has a wide scope in the future, as, it saves time and cost for screen development, and gives you the power to develop much more designs, and with numerous colours. The most important thing is that the designer is not restricted to make a design with limited colours and can play with millions of colours, giving his canvas a completely new look.
As a printer there are several challenges which we are facing which always takesus a step forward. Without challenges, there is no growth. It helps us to improve and deliver a better product. Our everyday challenge is to make better designs, prints, colours. This makes our product different and unique.
With the growing popularity of high-speed machines, they have started capturing the textile printing industry in an aggressive way. Reduced ink prices are helping it to flourish even better. The technology is developing at a faster rate, and one has to accept it to grow. It’s taking its place in the printing industry and soon will take a large share of this industry. They are spreading in every part of the worldcountries, cities and even towns. Most cities have a large number of high-speed machines. One can get the work done nearby, saving transportation, time, and getting quick service. The recently innovated single pass technology has huge production, need to get orders from far off; it results in increasing the transport cost & time. It will always have a tough time in competing with the high-speed printers spread all over the world.
Regarding the demand for direct printing as compared to sublimation, direct printing is still ruling. It can be done on almost all types of fabrics, whereas sublimation can be done only on polyester. This is also not viable for scarves, stoles, etc. When it comes to inks, pigment inks are surface inks, mostly lying on the fabric surface and don’t react with the fabric fibres. Hence, it creates a coating over the fabric, resulting in the loss of the original texture of the fabric. Also in term of colours brightness, luminosity, fastness, depth of penetration pigments ink is inferior to reactive and acid dyes. It has a chalky effect & it’s is mostly used for sign & display, interior & homeware accessories. I would say for the garment industry, acid, reactive and disperse ink are much more superior.

RAJESH BABU KRA
Macrofast (Sree Kanaga Durgaa Textile)
Our printing unit consists of four machines. We have 2 roll to roll machines – One for pigment and one for reactive. The reactive one is equipped with 16 print heads / 8 Colour combination with a maximum print area of 1800mm while the maximum printing speed per hour of 150 sq mtr. The other, the pigment one is equipped with 8 print heads /4 colour combination with a maximum print area of 1800mm and maximum printing speed per hour of 100 sq.mtr.
We have two different machine with Pigment inks. We have one DTG which is equipped with 3 heads and can print about 60 to 70 pcs of A4 size print on Darker colour garments. We also have one Oval with Digital – Hybrid Printing. We have combined the regular Screen printing with Digital machine. This is a unique machine.
We are the first ones to incorporate it in India. The speciality of this machine is that screen features such as foil, high density, glitter, puff, silicon, sugar, special neon colour, glow in dark, can be added to the digital.
Digital printingis a value addition to the garment. But when you add these to garment it becomes special.
With these four machines, we are able to print even the smallest of the orders and cater to the huge orders of the bigger clients as well.
In recent years, the growth has been excellent. Everyone thinks the investment is high; however, it is worth the investment. You are investing in a greener and cleaner technology, faster production and you can cater to the smallest of orders as well. This is where we can win over the other countries. India has been strong in executing the smallest order when compared to our competitor countries like China, Bangladesh and Vietnam. I believe that digital printing can be a real game changer and value addition that we should focus on.
Regarding the demand for digital printing, everyone wants new things when they shop, it is a human tendency, we don’t like to wear the same old patterns of cloths and prints every time. The demand is there in both the markets, the exports seem to be more supporting on the price factor while domestic is also making its way in now due to customer demands for high clarity and special prints.
As printers, some of the major challenges we are facing include the import of raw materials. We are paying 18 per cent GST + 13 per cent on the basic custom duty. We are piling up the GST payment. This price is giving us a tough challenge to compete with other countries. We mostly import the inks from China, so, when a client is printing in China, they’ll enjoy a cheaper printing price then us even if both of us have the same machine, same ink and same working procedure. We’re hoping that the current Indian Government will address these issues and aid us in becoming more competitive and getting more business here in India.
Nowadays, high speed machines getting introduced to the market which is quite good. The more the high speed comes into the play, the more the ink gets consumed. So, people will start looking at manufacturing inks in India itself. That’s when we can bring the cost down on the import duty and transportation charges.
We have started looking into single pass technology but it’s still very early for us. We will certainly have it in our facility in the near future. At the present moment, even though sublimation printing is more common, direct to textile print is more in demand.
On the ink front, Pigment ink should be the future. The evolution of the pigment ink has been very remarkable. Before, when we bought it for the first time 4-5 years ago, there were very limited options for pigment inks. Now, it has made its way to the top now. Still, reactive inks printing are preferred by some customer especially for the colour depth.
SHENBAGA PRIYA
Cottex Digital Inc
We, Cottex Digital Inc. have owned the DTG Viper 2 machine for the past three years. In an 8 hour shift, we are able to print 50 prints on dark background and 250 prints on light background per day. We are planning to extend our unit so as to increase the production capacity. We prefer to use digital printing as it is eco-friendly. The wastage of inks is less compared with other printing techniques. So, the future printing industry will only choose digital printing; both domestic and export market will prefer digital printing.
The major problem we are facing is the cost of the spare parts and inks. Also, the printing time is a major issue. With low price inks, this industry will boom. But what we need is not only cheaper, but also quality inks. Once, there comes a strict order towards zero discharge on printing industries as of dyeing units, digital printing will swallow all other printing technologies. When that day comes, both Sublimation and DTG printing will grow together.

RAJKUMAR
Ramya Knit Printing
We are doing various types of printings like sublimation, DTG and Embossing. Presently we have more than 15 sublimation printers having capacity of printing 10-15 thousand sqmtr per day, 3,000 prices per day with DTG and 10,000 pieces per day with Embossing. We have recently added a new digital pigment printer from a Chinese company and in future we are planning to install more such printers.
These days screen printing plus digital printing is in trend. But digital with embossing is a new concept which is picking up really fast. Digital textile printing market is growing in India, with more new high speed technologies getting introduced and continuous improvement the demand is increasing. As a digital job worker we are getting more orders for digital printing from exporters when compared to domestic brands and companies. As we are using this technology for so many years, so due to our experience we are not facing any problem and if any technical issue arises we solve it at our end. But from the govt. we would like to demand proper infrastructure, electricity supply, and control on raw material prices and benefits on importing machines to India to make this industry flourish more.
When you compare digital with traditional printing markets like rotary, yes slowly digital is eating into the market of later one. Due to more high speed machines coming in, prices of inks going down, and other benefits like less labour, less power, less space, being ecofriendly and small lot production digital is growing at a very good pace. At the technology front, we have already started using single pass technologies but will have to wait and experience its benefits, weaknesses and other technical aspects for atleast two years to comment on its future. At the same time, at the inks side we hope pigment is going to be the future because when compared to last three years pigment inks quality has improved and prices have gone down, so it has bright future ahead in digital printing segment.

MANISH JAKHOTIA
Microjet Printers
Our unit is a job oriented unit made only for digital printing on cotton, polyester, rayon and variety of blends. Our current printing capacity is around 15,000 mtr a day and around 4,00,000 mtr per month. We, as a company, have always believed in embracing the latest changes and being technologically ahead from most of our peers. We have a wide range of eight machines. Our units’ recent additions include, Konica Minolta, Hybrid from Indian Textile Engineers and VastraJet from Colourjet. Our plan is to include high speed machines with industrial heads in the future.
In the past year, the industry has seen significant growth, surpassing markets expectations. With reduced capital outlay for machines along with reduced raw material cost, the market has become more lucrative then ever from shifting from rotary to digital textile printing. Concerning the demand for digital printing, exports of digital fabric was in good demand. Since last year, domestic market has shown interest in digital printing for all the variants, which is expected to soar in the coming years. The gradual shift to high speed machines is decreasing the cost of machines, inks and heads and increasing labour rates for rotary printing. This is a positive sign for growth of digital printing industry. However, it’s still a long way to go for digital printing to capture major market share. The biggest challenge that we’re facing is the ‘Price war’.
Meanwhile, the introduction of single pass technologies will be a phenomenal change in terms of reducing the production time. However, due to high capital investment, it will take some time for it to become a part of the small and medium printing houses. We, personally, aspire to have one in near future.
Presently, there are two types of printing in the market – sublimation and direct to textile print. These two technologies cater to different market: Sublimation for the polyester and direct to textile for more on cotton fabric. Currently, both are in equal demand. Pigment ink will further reduce the process by half, more than reactive or any other direct to fabric printing inks used currently. Appropriate technology for its use will further change the digital textile printing landscape.

VIVEK CHATUR
Trade Link
Digital textile printing industry has huge potential because of the print quality and time frame to execute. The realistic prices have not yet been passed to people as the manufactures are not yet vertical in their set ups and they know that there is still less competition so they are still charging abnormal margins vis a vis to conventional printing industry where prices are way lower. There is still a long way to go.
The demand for digital printing is growing at the exporters’ front mainly. In domestic, the demand is there but people aren’t very aware of the finishing quality aspects of it. The standalone printers are not geared up to meet RMG finishes which normally mills deliver. To create the set up for proper finishing, the infrastructure can only be created if one scales up the production
As a printer the major challenges that we face are mainly concerning design and creativity. Digital is the future it will take time for it to reach the level of rotary in terms of price. It is important that people are educated about the process and change their mind-sets. Today, digital products selling in the market are mostly those designs that cannot be made on rotary, but we hope that in future all kind of products should be made on it.
Other things which are growing in this segment are single pass technology which reduces the cost and time for printing. Nowadays, when compared to sublimation, Direct to textile print is more in demand and also in future Pigment inks could make substantial changes in the trade.

BIPIN PATEL
Yash Digital
Yash digital launched Nomex felt, which is used on a heat transfer printing calender. Synthetic fabrics are usually printed on this calender using high temperatures (up to 180°C / 250°F). The pre-printed paper carries the dyestuffs, which are then sublimated on the fabric using high temperature. The purpose of the sublimation felt is to press the fabric against the printed paper, both against the heated drum. The contact between the fabric and the printed paper needs to be long enough, to ensure the transfer of the dyestuffs to the fabric. Heat transfer printing is an economical way to print synthetic fabrics. We have also started digital textile printing on fabrics for home furnishing with brand name Papatola, which prints customized curtain, bed sheet, caution cover etc.
Digital textile printing industry is growing very rapidly pan India particularly in the city of Surat. Its gives daily jobwork of printing about 5 lakh meter per day. Business wise there was a slowdown in 2017-18 down due to GST and demonetization of currency. But we hope in 18- 19 orders to grow by 25 per cent due to increasing demand of digital textile job work and technological development. We consider boost of business in digital textile with rising opportunity of fabrics developers. Of course digital textile printing with pigment has many advantages as it can print on any fabrics and advertising media also use pigment print.

AJAY SHARMA
AGS Digital Solutions
We are providing Digital printing services for all type of fabrics; pure fabrics like reactive digital printing or direct to garment printing and for poly fabrics sublimation digital printing. Now we have two reactive and two sublimation printing machine. Recently, we purchased a DTI Brand machine. Our future plan is expanding with two more machines in reactive printing.
If we see the growth from last year then one can say that this phase was the struggling phase of our industry because there was little work in printing after demonetization and the implementation of GST. At present, we are getting more demand from domestic brands when compared to exporters.Due to the increase in import taxation system, the pricing of printing parts, comparing to last year, has been 20 per cent more. This is a big challenge for printing industry. Due to reduced manufacturing activities and money flow, the overall business has gone down. But now, the market condition is good, this can only mean that in the future printing industry will grow by 15-20 per cent more. Hence, we expect to have very good growth in the future.
Besides, in inks we are approaching for development of colour fastness and blockage issue. Pigment ink is not the future of digital textile printing. The recent introduction of high speed machines has started eating into the rotary printing market due to the high speed machine production capacity and reduced ink prices. As a result, more and more customers are moving towards digital printing. In digital we are also giving service as per the customer’s terms and lower prices for production. Compared to sublimation printing, the demand for direct textile printing is more in the market currently.

DHARMESH AGARWAL
Cotton Jerssey
The future of digital textile printing is India is very bright and printers who will invest highly in high speed machines will only survive. We had shut off our digital textile printing unit which was in Noida Phase-II as had low speed Mimaki reactive and sublimation printing machines and the output was just 20 mtr per hour per machine. We owned 7 machines and we worked a lot in the start as at that time, only very few units of digital textile printer were in Delhi / NCR. For the low speed production machine, the running cost comes about Rs. 100/- a mtr and we had to charge Rs. 150-200 per mtr with GST and all, while high speed machine printers are offering Rs. 50/- per mtr of regular width fabric print. You just can’t imagine the costs, and so we shut off our unit as the company was not financial strong enough to invest in high speed machines.
In the past year, there has been some vast changes in digital textile printing as day-byday, many companies are offering different technologies and speed to low down the print cost, and yes now it is the future of digital textile printing in India which will convert rotary to digital print while in the earlier days digital printing was just for small sampling and boutique/designers. But after the introduction of high speed machines in India with competitive low price printing as low as Rs. 25/-per mtr garment exporters start opting digital printing instead of rotary.
Today, every exporter wants to choose digital printing because of fast, timely and accurate multi-colour printing although, the high price was always been a challenge for large quantity fabric print. Now, when high speed machines are entering and printers are offering low prices, some high speed machine printers are offering as low as Rs. 25/ – per mtr of print and in digital printing, you can also choose millions of colour in one go. Surely, everyone wants to opt for digital printing.
As a digital printer, one of the major challenges we face for digital printing is pre and post treatment. We have high speed machines which can print 1,000 mtr fabric per hour and about 20,000 mtr in a day. The biggest challenge is post and pre-treatment which is required in digital textile printing as digital printing industry still waiting for pre and post treatment solution. Processing 20,000 mtr fabric in a day is always a big challenge.
With the recent introduction of high speed machines and prices of inks going down, digital has started eating into the market of rotary printing. As I’ve already told you, digital printing was always in demand for garment exporters but price was always a challenge compared to rotary. Now, when high speed machines and low price inks are available in the market, the big printing houses have started opting for digital printing. Regarding the single pass technology, the future of digital textile printing will increase by single pass due to its low maintenance and high speed.
Also, the single pass technology is a perfect substitute for rotary in digital textile printing. If we compare ‘Sublimation or Direct to textile print’ both are a bit different, when you say sublimation, it means that first you have to print on paper and then transfer print to the fabric by heat process. Direct to textile on the other hand means same process as reactive. Quality wise, sublimation is always better than direct because of the dry ink transfer process and sport wear mostly prefer sublimation. But again, price matters as when you involve paper it will add additional costs. So direct will be cheaper and it depends and varies garment to garment.
The introduction of pigment inks will greatly aid the digital textile industry. Digital textile printing industry is eagerly waiting for pigment ink printing as no pre and post treatment is required, as we need with reactive inks. The future of digital printing will surely increase by development of pigment inks.

PARAG KOTHARI
Jay Instruments & Systems
Pvt. Ltd.
In the coming time, digital textile printing with pigment ink is going to be most popular trend in the industry because of its ability to print on any fabric. The latest pigment inks have improved runnability, fastness, brilliancy and meet end user’s requirements. Also several printer manufacturers are experimenting with low picoliter print head of high frequency so as to get better print quality with speed. They are not time tested, but few of them are very promising. We are also working on the latest print head technology.
When it comes to new products developments, it is needless to mention that Kyocera KJ4B is the most popular and widely used print head for printing directly on fabric because of printing speed, the number of nozzles per print head and the number of nozzles per inch resulting in superior print quality. Some users are facing frequent electronic failure of the print head which is very expensive and a big concern.
We have introduced a high speed digital textile printer (Digicolor brand) with 16 Kyocera KJ4B and 32 Kyocera KJ4B print head in 1.8 m and 3.4 m width. Our installations are almost two years old now with zero print head failures. This is an achievement because Digicolor 1618 and 1634 printers combine optimum result, productivity with high reliability. Print heads are electronically well synchronized with printer and protected by patented print head cleaning technology which is based on a vacuum air blade instead of rubber wipers. We are successfully installing these printers across India and have highly satisfied customers.
Now the scenario has changed. Customers don’t prefer to buy very high priced machines and inks from a single source. Ink prices are dropping simultaneously. Machine manufacturers are unable to cover the print head warranty for longer period. So, end users need a reliable machine at genuine price along with low priced inks with high productivity where print head should last for at least 2 years. To ensure that customers should not incur any unexpected incidental cost, we are offering Digicolour 1618 (16 heads, 1.8m width), Digicolor 1634 (16 heads, 3.4mtr width) and Digicolor 3218 (32 heads, 1.8mtr width) of Kyocera KJ4B print head printers along with digital inks certified by Kyocera. Our customers can be sure of reliability, productivity, print quality and full print head life. We provide total printing solution to our valued customers in India and its neighbouring countries. Our current infrastructure of sales and service team, support to cater our products in South East Asian market and some parts of Middle East as well.
The last year was not very encouraging for digital textile printing because of the slow demand for digitally printed fabric as well as printers. Implementation of demonetization and GST has reduced liquidity in textile market; and this may be the primary reason for the slack demand. These two factors have impacted the digital textile printing industry negatively this year as well. However, in the long term, these measures are very good and we are confident that demand for digital printers as well as digitally printed fabrics will revive soon. We feel that another two quarters will remain the same, but we are confident that the market will regain the equilibrium by the beginning of 2019. We are expecting a rapid growth in the year 2019 onwards.
The introduction of single pass technology will undoubtedly further aid the growth of this industry. This technology is the best solution as it can replace rotary printing. But, there are many challenges at the same time. Printer manufacturers, print head manufacturers and digital textile ink companies will have to work together to overcome these challenges. As of now, because of the high cost and consumable nature of the print heads, single pass printers are considered as a risky investment.
On the ink front, pigment ink has a great future in digital textile printing. Almost 50 per cent of conventional print is done with the pigment paste. Home textile on cotton and blended fabric are the major user of pigment paste. Digital pigment Inks for blended fabrics will be a game changer in home textile and fashion. The key for pigment inks is first their runnability, then fastness and colour brilliancy. We believe our latest pigment inks will fulfill all these requirements.
YOSHIMOTO SUGIYAMA
Mimaki India Private Limited
India is one of our major focus markets which is the reason why we are participating in various industry exhibitions here. Maybe in next three four months, we will launch our new products for the market. At Mimaki India we want to focus on dye sublimation and promote our machines among customers. In dye sublimation there’s a wide scope in markets like home furnishing, sports apparel and ladies garments.
In that market there are also high end customers, which are mainly exporting. We cannot fight in low cost market but want to deal with high end customers. It’s been almost 5-6 years Mimaki has been operating in India market. We witnessed some ups and downs but we didn’t give up and reestablished ourselves.
In this situation India market is very important. India is a very big market like China for textiles but now it is becoming very tough as everything is becoming cheap. Nobody can get profit already. Competing here for Mimaki India is not that easy as everybody already has brought the Chinese printer here. Maybe Mimaki’s share is not so high at present, but we will compete with our high quality. Mimaki has the history of being a leader of textile and apparels segments. Starting from 20 years ago one of the fast company doing digital printing and we need to keep the status for market leader.

KISHOR KUMAR DASH
Voltas Ltd.
Since around 2010 digital technology is able to rival conventional printing systems in quality, capability and increasingly in throughput and printing cost that have enabled industrial digital textile printing. The component at the heart of the printing system is the inkjet print heads and development of improved print heads is a highly important factor enabling industrial printing. The advent of single-pass printer architectures has generated a need for print heads with higher nozzle counts, tighter packing densities and smaller drop sizes. Inks have shown rapid advancement over the last few years, with further development required and are expected deliver all the possibilities required by textile printers. Another important area is the printing software that manages the printing system and controls the supply of data to the print heads.
Motion systems are required to move the substrate or print heads, or both, in order to scan the entire textile and produce the printed result in an industrial motion system for digital printing. As the nozzle/print head count in systems increases and the requirement for uptime in production limits the time available for nozzle maintenance, the need for fast, automated maintenance configurations becomes more need of the hour. The ink supply system that ensures the ink is delivered to the print heads is vital in ensuring reliability in an industrial production context. Professional digital photography can now be successfully printed with an incredible photo quality on to textile surfaces, given the right technology, ink and substrate.
There are a lot of technological developments happening nowadays. EFI Reggiani COLORS is the new digital printer for Direct Printing on Fabric, available in 180, 240 and 340 cm printing width, that can reach a maximum speed over 370 linear mtr/hour. Expands EFI Reggiani Digital product range with up to 12 different colours in a row and 24 printing heads, EFI Reggiani COLORS will bring your creativity to the world in an explosion of colour. In addition to above EFI Reggiani models VOGUE, FLEXY well in the market and preferred by customers in 16 head & 8 head segment of industrial digital printing machine. Renoir PRO and TOP, Next, One and Compact is reigning in their respective segments.
Printer entry with Dynaplast, New printing chamber, Linear motor and magnetic encoder ensure precise and seamless printing head motion, while the stainless steel head plates grant longer life and superior protection to the printing heads, new ink recirculation system, capability to print up to 12 different colours in a row, extended colour gamut, by tailor made selection, each colour configuration will grant you specific, valuable benefits, New ink feeding system, continuous belt washing unit, real time print, Kyocera print head, EFI Go! App etc.
There are a lot of points end-users should consider while making investment in digital printing technology. This includes cost effective investment with optimum quality output for timely ROI (Return of investment) with technology & support for peace of mind. Fabric for PFDP (prepared for digital print) are also engineered specifically for digital end user. So preparation of fabric for PFDP is an enigmatic area though a huge amount of progress happened but people have to understand that it’s different from PFP (prepared for printing). The chemicals for pretreatment should serve as an ink receptive layer, control capillary action, absorption, adsorption and agglomeration, once the low viscosity inkjet ink hits the textile surface.
India is an emerging market and EFI Reggiani is well established in the industrial inkjet digital printing for Textiles with appox. 75 no. of machines (Out of which 15 mcs in wider width i.e 340cm in 16/32 heads and the balance majority with 16 or 32 heads) exceeding the expectation of the prestigious owners, across the country.
The digital excellence, a link between innovation and tradition, EFI Reggiani is the Digital Printer able to process any kind of substrate ensuring the highest standards of productivity, reliability and quality. Thanks to water based inks and low consumptions, EFI Reggiani Printers are fully eco-friendly with 70+ years of innovation, research and technological excellence and global presence.
India, being the centre of fashion and growing in textiles, cannot be behind with the growth of global digital textile printing market. The reason for the very high growth rates are well known – elimination of screens, cost effective for shortmedium print runs, speed to market benefits, lower inventory, design flexibility and not the least many environmental advantages over analogue printing. More of industrial digital printer is expected in India.
Besides, single pass printing system has not been adopted widely so far in production textile printing, with many textile mills choosing to add productivity to their factories by ordering additional scanning machines rather than going down the single pass route. However, some of the largest textile mills have been using single pass systems successfully for several years, and the introduction of new entrants into this market suggests that single pass systems may show larger market penetration in future.
The complexities of choosing the right ink and fabric for the digital printing application and how to get it right is most important. However, choosing the right fabric for your application, and the ink type to go with it, can sometimes be a daunting prospect for a newcomer to the industry. It is even difficult for established print houses moving from analogue to digital printing as the chemistry and technology is quite different. In addition to fabric construction, fibre composition determines the choice of ink, and the choice of ink determines the type of digital printing process that must be used, which in turn determines the resulting physical properties of your finished fabric.
Reactive dye inks have shown advancements in colour performance and reliability, while sublimation inks have transformed the way textiles are decorated for sportswear and soft signage applications. An area requiring further development in order to truly tap into the potential of digital printing, particularly in-home furnishings, is the availability of pigmented inks with good colour, feel and fastness performance at a reasonable cost per mtr. This is currently a significant gap in the market, but ink companies are developing technology in this area, and it is expected that further advances in performance, and reduction in cost, will occur over the next few years.

VINOD KRISHNAMURTHY
IYER, Fortuna Colors &
Prints LLP
Fortuna today represents Mouvent, a Swiss start-up which is a now a Bobst group Company. They are focused exclusively on delivering the future of digital printing using pioneering digital technologies, for India market. We are very happy that we can help Mouvent bring the TX801 to customers in India. The Indian textile market is extremely varied, interesting and rapidly changing, and the TX801 perfectly responds to the need for a very high quality, productive digital textile printer. After all, the Indian textile production market consists of companies producing exclusive high-quality textiles as well as huge-scale mass-produced products. The solutions Mouvent can offer are very well-suited to this market.
We are using a special head, and the technology built around a head gives us very good quality. Quality is very surprising for a lot of people to see. Something with those printing intelligence will understand is that it has excellent saturation of colours, which is a huge challenge when you want the rotary to shift into digital and that’s a very key point for us. So, I think people understand and when you see it’s a new technology and we are not expecting every second person to buy. There will be key players, key companies who will adapt to this technology and make a success story with us. Then eventually many will follow. But as far as product is concerned everybody is excited as they have never seen a technology like this.
India being a textile hub, printing is very much needed. There have been a phase from certain speed of 20 sq mtr to speed of 200 sq mtr and more. Now, the speeds are going to jump more. More people will look into doing large projects, they need full support and I think the market is going to be very positive but how well the companies are going to adapt is going to be the challenge.
India will adapt digital in every segment like home textiles, fashion, label so digital is something you can’t ignore. Everybody will adapt it. I believe by 2025, there’s a good chance of 30 per cent jump which is huge by number in digital textile printing market share in India. As far as my company is concerned, I expect good percentage growth in next few years.
Fortuna also is looking to the mid to low end market seriously. Our new Speed Master Duo/Quatro printer has been built in India and comes with Xaar 1201 print head. It’s an industrial high speed sublimation printer which gives you high performance, fine quality printing, low ink consumption and perfect profiling. It’s just 50 mtr per hr. we can also come with a four head machine. Again it’s a step where we have chosen a particular head, which we believe can revolutionize the entry level printer. This is mainly targeting quality printing in low to mid segment. People who want certain quality and want services on colour management, performance and still have lower cost so we are targeting that market.

R MOHAN KUMAR
Cheran Machines India P Ltd.
Latest developments in digital textile printing technology are: TFR912 from Cheran’s Textalk that could finish 350pcs (T-shirt or cut parts) per hour; TK1808 roll to roll type could finish 144 mtr per hour. Cheran’s Textalk has the smallest direct to garment T-shirt printer in global. Get even only 1piece to print. It has more than 10 innovation patent including high frequency ignition and high speed data processing to make sure we are in the top rank of industry.
These days, we are testing the ink modulation technology to make our ink more suitable with our machines. We are also launching the improvement of RIP software co-operating with an Indian enterprise to make the effect of “direct to garment” better. We are using the Star Fire from Fuji film printhead for its high stability and removable ability, the latter could solve the main problem of our customers (Such as the print head being scrapped or being blocked).
There are certain important points end-users should consider while making investment in digital textile printer. These are whether the machine could meet the needs of environmental policy at local district; How long the machines could bring back the cost of purchasing the machine and its spare parts; The stability of the ink colour; After-sales service such as supplying the shortage ink in time and operating training.
When it comes to major markets worldwide we are catering to, as our principal are from China mainland, they are already selling machines in East South Asia, South America. Indian market is considerably growing in digital market so we expect we can sell good numbers of machines in India.
It is undoubted that the demand for digital textile printing machinery is becoming greater year-by-year. In terms of business, being affected by the banknote policy, the annual economic growth rate of India in 2017 still reached 6.6 per cent. And we could see the rate of GDP kept growing continuously from season 1 to season 4 in 2017. We have strong confidence the economic future of India would grow strongly in the next 10~20 years and become the great power of world market.
Meanwhile, we are observing the technology of single pass while do not start to develop it, as single pass is still not fit for the industrials requirement. In the future it would still have its own fine quality market, and we may start to research it if the peripheral technology is refined.
At the inks front, important points should be considered while investing is becoming steadier, more environmental protecting, more excellent colour fastness in washing/dry/wet/ light. While choosing the inks, firstly distinguish the kind of fabric an pick the corresponding ink. Such as choose the pigment ink for cotton fabric, choose the disperse ink for chemical fibre fabric.
Secondly, choose the experienced brand focus on research and producing ink. AS TEXTALK is focus on ink R&D for more than five years and have accumulated much experience, the inks they produce are finely fit for our machines and win the good reputation from our clients.
We even think that pigment ink is the future of digital textile printing as it has higher efficiency and universality among the common inks. And it can play a big role in the upgrading of textile printing industry. The market proportion of pigment ink will become bigger than active ink and disperse ink.

SMARTH BANSAL
Colorjet India Ltd.
It has been observed that a solution is developed that requires no external processes like pre-treatment or post treatment. So far, we have not seen this solution in commercial use. Another thing that digital textile printing companies claim that the ink is suitable for any type of fabric.
Colorjet has the experience of more than 25 years in the inkjet printing industry. We provide complete solution to the customers. This includes printing machines, inks and also pre and post treatment solutions. We, being the largest inkjet machine manufacturers in India, understand the customers need and provide solutions which are suitable for all.In our machines, we use different print heads like Kyocera, Konica Minolta and Epson. We do this because we would like to offer a solution suitable for all fabrics.
Today, investors need to understand that digital textile printing is only 5 per cent of the total printing industry globally. However it is increasing in leaps and bounds, thus giving immense scope for new players to invest, generate good margins and get higher ROI. We believe investors in digital printing need to think of it as adding higher value to fabric. Adding higher value costs more and therefore should also command a higher price.
The second thing that investors need to understand is that digitally printed fabric is not a mass market product. Only a small percentage of the total print fabric market can be about digital printing. Therefore, it is not how many meters you can produce but how many meters of digital printed fabric you can sell that should govern investment decision. A keen interest in adding value with colours and design is an essential ingredient to being successful in digital printing.
For direct to fabric, roll to roll printing, major markets are Italy, Turkey, China, Pakistan, Bangladesh and of course India. India is the most important market for Colorjet. We enjoy market leadership with 50 per cent market share in new machine sales and to maintain that leadership we keep on providing latest technology and best services to our customers.
It is growing at a rapid pace in India, apart from Surat, other areas like Delhi NCR, Ludhiana, Banaras and Mumbai have seen a good demand for digital textile printers. It has also been observed that investors are moving towards industrial scale machines which are very much in demand in digital textile printing. People have also realized that digital inkjet printers are a game changer to their business. Business wise also, 2017 has been a good year for Colorjet and we are very confident that 2018 will be a better year. Demand for digital textile printing will continue to grow and we hope to increase our market share in India.
Regarding single pass technologies, single pass machines are a good concept but the technology is yet to prove itself. It comes with the great features of hi-speed digital textile printing, but also has some constraints in printing certain specific designs and colours. Also, the print head life seems to be a matter of concern. As we mentioned earlier, with digital printing you are creating higher value. If you can also generate demand for higher value as fast as the machine can print, it’s fine. In our opinion, rather than relying on single hi-speed machine, the better option is to have multiple digital printers which give flexibility to run multiple jobs at the same time.
On the ink front, people are trying to develop inks which will require less or no pretreatment. However, the results have been less than satisfactory for commercial applications. Pigment inks should be the future but at present they are a long way away. If the attempts to minimise or eliminate the pre-treatment process could be successful without compromising on the desired properties of colour gamut, image sharpness and fastness, then of course, price of the pigment ink is such that it is a viable system of printing.

SANDEEP DUGGAL
Indo Asia Machines Pvt. Ltd.
Industry is converting towards digital aspects. More of machinery suppliers, products everything is increasing day-by-day. We have wide range of digital textile printing machine and have recently introduced four head sublimation printer which has speed of 95 mtr per hr. and is the fastest machine available with Epson heads. Although we also have machine with ATEXCO, which prints 360 mtr per hr.
The industry is still in an evolving scenario hopefully next year the situation changes. The market for digital textile printing is growing at the pace of 20-25 per cent every year. The share of digital textile in world printing would be around 15-16 per cent as of now. So, the conversion or growth rate can be exponential.
Everybody was expecting by 2019-20 it will change but because of certain things like demonetization and GST the process has been delayed by one or two years. By 2020 we expect the things to change if they keep on flowing by the way they are at present. If any other shocker comes than we can’t say anything.
However, India being the world’s second largest textile exporter and with growing domestic market has huge potential for the growth of digital textile printing.

DHAVAL DADIA
Dhaval Colour Chem Pvt. Ltd.
Our latest digital technology Aleph has Vaccum blanket that will allow users to use thin paper to reduce the cost. It has IOT features that is first of its kind and machine construction is truly industrial. Epson Monnalisa is famous for its head stability and print quality. Now their latest generation head allows users to print at faster pace keeping with market demands.
Today, pre and post along with colour management is key to success. What’s required is end-to-end solution. In printing machine, head stability and ink quality is the single largest factor to ensure running cost per sqmtr is competitive. One time capital investment shouldn’t be considered as bigger factor then running cost per sq. mtr.
Business wise our major markets are: China and Turkey for printing directly fabric. America for sublimation. India is third largest for printing directly on fabric for fashion, while in sublimation especially in sports, home textile & signage, India needs to catch up.
Digital textile printing industry has grown significantly in last one year in India despite the exports being down. For our company also 2017 has been fantastic and the future is very bright. One of the major future trends include single pass technologies, which is still minimum two to three years away from achieving acceptable print quality and desired head stability. Also, pigment ink is the future of digital textile printing but not in near future.
Meanwhile, ink prices are getting more competitive but still there is lot to be done. Cost of ink per liter has no significance but unfortunately most of the customers are influenced by face value i.e. price per litre. What truly matters is the consumption of ink to print one meter. Let’s see Brand A consumes 4 ML and Brand B consumes 7ML to print 1 meter of same design then even if brand B is more expensive by 20 per cent per liter, still it would be more economical. Beside running cost; ink quality and it’s stability on head is the main factor to consider.

VIKRAM SARIA
Aura Designs Ltd.
In India people are mostly concerned about price and majority of customers going for cheaper inks & cheaper machines. It’s mainly to bring down the printing cost and not looking at the quality, while rests of the world customers are going for the high-quality prints for digital printing. How does ink become cheap? When you put more water and less dye you get lower price but one does not get high saturation and intensities as required. Today, many leading ink brands, which are quality conscious, are not looking at India mass market. Indian market is yet to evolve for high-end digital printing. In India there are very few export-oriented companies, which are making digital printed products using high quality inks and 6 or 8 color combinations. China market is very similar to India where there is a big share of the companies which are cost conscious and investing accordingly, but then there is a big share of companies going for high quality technologies & inks, which we are targeting as well.
Digital printing came into existence because it can give better prints and better quality but in India it is contradicting, as we are running towards lower pricing and lower quality. For Aura India is presently not the main market, and we feel it has lot of scope yet to evolve. Now many customers have started looking at the quality, and want to evolve from 4 colour basic CMYK technology to 6 and 8 colours. The genuine exporters know what the difference is, as their buyers have started asking for colour brilliance, fastness & certification. So if you are using low quality inks and machines, just working on four colours, it won’t work out for long term.
We are making medium production machine like 50 to 80 sq mtr per hr. whereas we have competitors having high-speed machines. Aura personally believes to have more no. of units rather than one single high production complicated machine. Also, the high-speed machines don’t give sharp print compared to the ones with EPSON printheads. Besides, in the case of machine breakdowns you have another unit to work, so your production does not stop. At the same time you can also run different designs and ink. Moreover, the big machines need educated staff and right environment to run, which everyone doesn’t have in India. Then very important is maintenance cost; as on a bigger machine head cost, electronic cost, AMC and manpower salaries are much higher. We have many customers in Western countries who are now preferring to expand with our models.
Aura’s main edge over our competitors’ technology is “New developments.” We have been putting a lot of effort in bringing new technology ever since we started. We have specialized ourselves in textile printing and we not only understand printing but also textiles. We understand buyers’ requirements and manufacturers problems dealing with printing on textiles. We have many new systems and models, e.g. we came out with high penetration printing for shawls and scarves, systems for sweater printing which can print all over designs on sweaters and flat knits and our new model for T-shirt printing making possible on printing on dark T-shirts while reducing the production cost. We are not restraining ourselves only to fabric printing.
Our new Aura Smart T-shirt printer is getting very good response. Our machine does white by screen and CMYK pigment printing by digital. We have already installed over 300 units in china and for India we are not looking at volumes right now, but expect a similar market response. We have got very good feedback in India for this machine from our initial orders; last couple of months we have sold machines this model also in international markets like Egypt, Thailand, Vietnam, etc.
Sweater is a niche segment, but when we talk about high fashion, there is a lot of development happening; Flat knits & sweaters have gone up to 18 gauges and evolving more. It is no longer a garment limited to winters and flat knits are also worn in summer as well and have become a fashion garment, where buyers want more brilliancy and prints. That’s how we came up with idea of sweater printing and developed “Aura Grand” Sweater printer which has got us good orders and response from world over.
When it comes to pigment printing, till now manufacturers were not really getting into it because of the cost of pigment was high. Recently, the cost of pigment inks have come down considerably but pigment will never replace reactive / Acid printing for high fashion natural fabrics.

PREETI DUGGAL
Blue Jade Texink Pvt. Ltd.
At the latest developments in technology front, there has been an advent of the low cost sublimation technology which is a boon for small scale investors. The pigment machine, high speed sublimation and the 6 colour sublimation machines are also some of the best examples for high end users & investors which is both revolutionary and path breaking.
Blue Jade has been at the forefront of digital textile printing technology and we strive to bring in latest developments with cutting edge research for our consumers. Recently, we have launched the pigment machine which is very competitive and result oriented with Panasonic heads. The ink is well priced and customer has a win win situation. We have also launched 6 colour sublimation printing for high end requirements. All our inks are export standard and we ensure that all compliances and regulations are followed while manufacturing.
There are certain important points end-users should consider while making investment in digital printing technology/inks. First and foremost, Results. Unless a technology gives you the desired results, it is of no use. Definitely stability and all-round package comes second. Some companies price a product cheaper and attract customers but the prices of consumable items such as ink remains high which in turn leads to much bigger investments from the customer’s end. When there are ink locks involved, do consider the price of product + consumables. After sales service is also very important I believe.
The biggest market today is definitely China at the moment but the Indian market is growing at a rapid pace as well and the growth rate of digital industry is over a 100 per cent per year. Soon, China is going to face a tough competition with we Indians pacing up! In the past one year, the industry has not only grown but matured as well. The customer has much more knowledge today and can take a decision based on their requirements due to the overall awareness about the industry. Quality consciousness has prepped in which means that the customer is not just driven by price or credit. The overall costing, result, service and an all-round package is of essence as of today.
The year 2017 saw a fast paced growth, however, my expectations were a little more. The signs are all positive and there will be a booming market in the future. Several customers are joining hands with the digital industry with great enthusiasm and the year 2018 is also going good so far.
When it comes to single pass technologies, it is surely an ink gulper and if we are able to achieve stability in its working, it will change the way we print textiles forever. All inks are unique and have its own advantage and disadvantage. In the fashion industry, we can never compromise with customer demands. I believe pigment ink is not growing as a competition to the other existing inks but it would surely add as a compliment to the business and industry at large.

SANJAY JHA
Unix Stitchmachines Pvt. Ltd.
Nowadays, embroidery market is going a little slow, which is the reason why we have expanded into the digital textile printing segment. We have started with few machines, but will be expanding further with more innovative, high speed and single pass digital textile printing machines in near future. We are offering UN-6149E, Digital Sublimation Textile Printer, with 2 pass can reach up to 150sq.m2/hr supporting 4 Epson 5113 Micropiezo Printheads. We are the only company offering 4-head technology in India.
The machine comes with updated integrated capping station module, and is equipped with constant tension taking-up system with improved motor, which ensures that media taking-up is stable from beginning to end. In it we have introduced Gigabit data transmission port, which can meet the demand of huge high resolution file transmission and guarantees the stability. High quality core parts like THK guide, NSK bearing, IGUS chain, LEADSHINE servo motor etc., which composes stable printing system and giving excellent output. Besides, we have all types of inks like reactive, sublimation, pigment & disperse inks. All our inks offer superior results for digital textile printing – brilliant colours, excellent fastness properties, and robust print reliability.
It had been only three months we entered this segment and till day we have successfully installed around 10 printers. We offer both two-head and four-head printers but we sold more 4-head printers in the market. We are targeting to sell around 50 printers by the end of this financial year all over India. Besides, we will be taking care of both sales and after-sales-service and have a team of 5- technical people especially dedicated to service.
Digital textile printing market has lots of prospects. When compared to conventional printing methods, digital has various advantages like quality, customization and speed to market. It is profitable to produce small to medium runs up to several thousand pieces, immediately change print designs without setup costs and delay, predictable costs, faster production turnaround from ‘runway to rack’ and no limit on size of the design or number of colours. Most of important thing is that it is pollution free and eco-friendly. As most of the leading international as well as domestic apparel and textile brands today are going for sustainable production, so this is the technology for future.

SANJIV KAMAT
Kothari Info – Tech (P) Ltd.
The digital printing industry, in recent years, has experienced many developments. If you look at the ‘traditional’ digital printer, developments have taken place in the speed of printing and also in print heads. The new generation print heads are more robust and more suitable for textile dyestuff, some of them are recirculating type however, and finer tuning is still required. There have been many new machines introduced for the “single pass” printing, but they are yet to be successful with customers as they should have been. The new trend is for “hybrid or combo” machines which combine the traditional screen printing with the digital. With these machines, it is economical to print full botches as well print digital with special effects like raised, bead, foil, glitter etc. adding value to the print.
Regarding our product range, we already had Acid, Reactive and Direct Disperse digital inks in our range. Since last year, we have introduced sublimation inks, which are much more superior to the cheap imports. Our sublimation inks are found to be better in strength, brilliancy and runnability when compared to the imports. Furthermore, the black that can be achieved with our inks cannot possible be produced by users of cheap imported inks. Our yellow is a pure lemon yellow, thereby giving more brightness to the print. Worldwide, we are known for our best in class RIP software. We have recently introduced the “work automation software” for garment decoration workflows and the “Color iOS” which further reduces the cost of digital printing on colored garments.
This new technology would be successful and profitable only if driven by designers. The designers should create designs without setting any limits, its only digital printing which could transfer what is in the mind of designer to fabric. Designs created should be such that they are not possible to be printed by the traditional screen methods. Customers marketing department should change their mind set from selling from stock to selling on demand. Traditional “production” based prints have now been replaced with uniquely designed short runs. The business now is in high value small volumes rather than low margins high volumes.
At shop floor level, selection of inks needs to be on performance; in terms of runability, print reliability and colour brilliance. Pretreatment must be given due importance for high quality print results. Last but not the least, RIP and color management software must not be chosen because it is free as it is the brain of the whole operation. It must be chosen on its ability to utilize the colour space of the inks and produce WYSIWIG and not what I considered pleasant as pleasantness is on part of the designer, which is critical in on demand scenarios.
Over the last year, the demand for digital
printing has grown but the installations have not been at the pace expected. This could be because of the prevailing market conditions. Our major markets are USA, Europe and Japan. Compared to these markets, India is still at the primitive stage. We have installed digital printers but we still lack the innovation in design. The Indian mindset is still on ‘production’ and not on ‘quality’. It should be noted however, that people who are doing quality printing have no reduction in the demands and in fact, they are planning to expand. The digital printers who are not doing well are the ‘me too’ types who focused only on production and as a replacement for screen. The industry could benefit if the printer manufacturers ‘open’ their system. Today, majority of the printer suppliers insist on using only their own recommended software and inks. Such insistence does not augur well as superior products are kept away. Overall, business wise, the year 2017 was good and the future also seems to be bright. I would go a step further saying that the future of textile printing will be with digital.
Regarding the single pass technology, it is a very good development but it is yet to be proven at the shop floor level. The main argument for this method has been the speed of production. However the speeds claimed have yet to be proven in actual bulk with customer fabric. In comparison the scan method is more robust and seemingly gives a better quality in the print. But yes, eventually, with improvements some textiles would be done by the single pass method.
On the development front, ink developments can be further accelerated only if the printer/ print head manufactures agree to test new products from new comers. Today, if a new supplier develops very good quality ink, say better than existing players, it would be impossible to even get a trial because of the ‘restrictions’ imposed by the manufacturers. So for this to happen, the customers need to take the risk of evaluating the new inks. Also the cost of print head replacement is very high and unless that comes down things will not improve. Today, the tendency is to conveniently pass on the blame of print head failure on to the ink supplier so the customer is ‘scared’ to use new ink. The reason for failure could be anything. In fact it has been seen in actual practice that although the majority of failures are not because of the ink, it is used as a stick to get customers to the line. Pigment printing accounts for almost 50 per cent of traditional printing and this indicates a very good future for pigment inks. Suitable print heads and pretreatments are the main hindrance for its growth today.

ASHAN DHUNNA
Kornit Digital Asia Pacific Ltd.
The latest developments in digital textile printing technology include: Kornit waterless digital textile printing process which totally eliminates the polluting pre- and posttreatment for textile printing, and Kornit HD technology – this new technology allows better ROI and refined print quality. This will enable the digital textile printing differently and creates demand in the fashion industry.
We are bringing out the idea of “Digital Printing Mirco-factory” empowered by the Kornit Allegro demonstrating the seamless workflow of eco-friendly on-demand production. In addition, we have launched the HD technology earlier in Jan 2018 on our Avalanched platform, and now we are expanding this proven technology to our Storm platform. We are talking the new HD print engine as a whole but not only focus on the print head. While we refer to our print engine, it actually comprise of three important elements which are print heads, inks, and software.
Kornit Allegro is the only truly waterless and sustainable digital textile printing solution in one step, it totally eliminates the pre- and posttreatment process which consumes and pollute a lot of water. For Kornit HD technology, it allows our users to lower the ink consumption and increase the print quality in terms of colours and hand feel.
While making investment in digital printing technology the end-users should look into the total cost of ownership (TCO) instead of just looking at the system price. They need to take into account on various aspects, say, system reliability, technology advancement because these are critical on production efficiency. Besides, they should also bear in mind whether the supplier can offer system upgrade path or trade possibility, so that the end users can ensure their investment/ technology won’t fall behind…
Our major markets today include the US, Europe, China and Japan…These are purely from development stand point of view and considered as matured markets. India, as everyone in every business says has big potential and this is true as well. India is progressing in the digital way as most of the garment manufacturers and exporters are aligning with the global standards of quality, versatility and sustainability requirements. Next few years will be very important in the Indian sub-continent region to show foot prints locally.
Today, there are lots of interest level and customers’ are talking about sustainability and digital. Demand of digital is rising and last 8- 12 months we have seen the digital textile printing as enablement business in to their existing business and enhancing the steps with time.
As I mentioned above, India is progressing and demand level has increased. We see the opportunities turning into business and progressing to create the future for Kornit in India. Overall, it was satisfactory year with the positive market indicators. Besides, single pass is recently a popular topic in the industry but I believe it is more for mass production. But if we look into the global trends, one of the very hot topics is how to cope with over production, i.e. to minimize inventory, hence there is a need for on-demand production. Kornit solutions are proven and best known method to achieve short runs and on-demand production, and at the same time, won’t sacrifice the print quality.
When it comes to inks, Kornit’s state-of-the-art NeoPigment™ meets the highest environmental regulations, including Oeko-Tex Standard 100 and GOTS V5 pre-approval. Suitable for printing on multiple fabric types, its versatility is unmatched. NeoPigment™ prints have an excellent hand feel, a wide gamut of bright and intense colours, as well as long-term durability and wash-fastness.
The newly launched neon inks – pink and yellow – extend the Allegro’s colour gamut by brighter colours and new shades while ensuring excellent colour fastness. This will help Allegro users to penetrate new market segments and to increase system utilization, for example in fashion, sportswear and children’s wear. Existing Allegro customers can move to the new inks which are field upgradeable. What’s more. Our neon inks are the only pigment neon in the market so far! My two cents on choosing inks: Safety, eco-friendly, good fastness.
Pigment ink is the future of digital textile printing. Kornit’s water-based NeoPigment™ inks are absolutely free of heavy metals, formaldehyde and Alkylphenol Ethoxylates (APE), making them non-hazardous, non-toxic and biodegradable. As part of our waterless printing system, our biodegradable ink and energy saving process makes Kornit an ecofriendly printing solution. This fits into the global trends nicely!

SUNNY
Shenzhen Inkbank Graphic Technology Co., Ltd.
Single-pass is still the new technology for digital textile printing technology. There is still long way to go, and this technology will be more suitable for industrial production. The important point end-users should consider while making investment in digital printing technology/inks are ink stability and machine treatment service.
Our company caters to market all over Asia, and India is one of the important markets for us. The digital textile printing industry has grown in last one year in India in terms of demand for machinery/inks. The market request keeps on rising, but it is not easy to meet the demand. Business wise our company witnessed small growth in 2017 in India. So, it will be better to develop ink especially for the Indian market.
Textile pigment ink solution still needs improvement, but it will be very suitable for future individuation market. As far as our company is concerned, sublimation direct printing solution is our new technology. Quality control is still our advantage, so our seller can keep on rising.

NEERAJ SHARMA
Stovec Industries Ltd.
SPGPrints has successfully launched Archer® Technology with Pike & Javelin Digital textile printers. The benefits of this technology are the key requirements for the digital textile printing industry. Both Pike & Javelin printers are based on Fujifilm Samba PH. Native resolution 1200 DPI & variable dropsize of 2- 10pL. The firing frequency is upto 100 Khz. Printhead nozzle plate extended distance of 4-5 mm from the surface of fabric. To simply its edge over others in words….users of Archer® Technology are able to produce fine geometrical & deep Blotches designs on their fabrics. The PH are continuously circulating of inks, even under idle mode and thus keeping all nozzles active for printing thus eliminating the need to purge everytime before you print.
Customers can now achieve better resolution on their fabrics with 1200 dpi native Printhead. Moreover, the ink wastage is minimum and total system becomes more ergonomical. Archer® technology equips both Javelin & Pike customers with 30 months full warranty on the Printhead.
The end-users should consider various aspects while making investment in digital printing technology like Printhead cost & its life, inks price & availability, service & support, knowledge in process application & colour management. Digital printing involves indepth knowledge of the textile processing (Pretreatment of the fabrics to steaming/ Washing & Finishing) & also colour management with choosing the right RIP software.
SPGPrints is present in all major textiles printing market. Our major markets are Turkey/ China/ Pakistan/ Brazil/ USA/ Mexico & India. We have a very strong position in India with our conventional printing systems (Rotary Printing machine/ rotary Screen/ Laser Engraver/ Chemicals). We are continuously improving our share in the digital inks market with our inks for Kyocera/ Epson PH install base.
Footprint of digital textile machines is increasing in India & it shall continue to remain so. As the run lengths are shrinking & we are moving too fast fashion, so digital printing industry would continue to grow. 2017 was challenging because of the after effects of Demonitization& then GST. But that is past us now and we are already making good progress in the inks & printers with India market.
SPGPrints has been the frontrunner for conventional printing industry with its Rotary printing systems/ rotary Screens & Laser engravers. ITMA 2015, Milano, SPGPrints introduced its single pass printer PIKE & its growing strong. We have successfully several PIKE’s running in Europe but also one in China and now upcoming in Pakistan. So we do believe that single pass printing has great future and we are going to be big part of it.
Besides, choosing the right quality of inks is the key to continuous production & then growth in the business. We always recommend customers to select the best available options and be the judge for the quality you chose. Nevertheless there are 2 parameters one need to check 1. Ink Run ability 2. Colour strength. There can be no compromise on either while selecting the ink partner as you need the printer to run smoothly while printing but also would like to produce best colours so the fabric is easy to sell in the market.
When it comes to pigment printing inks, these are here since beginning but the acceptance of this is limited so far. The benefits of pigments i.e. Low cost/ shorter process from convention industry are the very areas of debate for digital printing. Because of high price & low colour yield of pigment inks, it is not really a win-win case for pigment printers.

ABHINAV ARYA
Fabcare Garments and Textile Machinery Pvt. Ltd.
For digital textile industry we are offering complete pre and post treatment machines. We are only company which provides very economical solutions for this industry. In post treatment we have Steamer for digital printing which is designed to provide batch process of fixing dyes to the fabric that has been printed by inkjet printers. Fabcare Steamer is capable of fixing all types of dyes including reactive and acid dyes. We also have Float Steam Traps with bye pass assembly.
For continuously discharging condensate as itforms, float steam traps eliminate the problems of increased steam consumption and water-hammer. Besides, Fabcare’s world class washing solution consists of fully computerized washer extractor, dryer and finishing equipment. Our Flat Work Ironer guarantee optimal heat conductivity and even temperature distribution Steam. This hi-tech ironer is the ultimate in proficiency, efficiency and productivity.
Today, in the textile industry, the majority of fabric printing is done in traditional method but there is a growing interest for digital printing on fabrics. While fabric is still about clothing and home-use fabrics, the fabric industry as a whole is one of the largest printing industries in the world with great diversity. The demand for digital printing for apparel and home furnishings is rapidly growing owing to the numerous technology developments and increasing adoption of the technology.
In 2017, over 1.9 bn sq mtr of fabric were digitally printed, and the compound annual growth rate (CAGR) of this global industry is projected to be 20 per cent by volume through the period 2017-2021. With increasing demand for sustainable production digital printing is the right solution for the printing industry. In India also, there is a slow and steady growth in digital fabric printing we can see right now.

SIMON DAPLYN
Sensient Imaging Technologies SA
Latest developments in digital textile printing technology are focused on both ends of the market. Firstly, hardware with higher speed, uptime and newer inks to ensure production reliability at high speed. Secondly, some bigger OEMs are looking to offer systems at the entry level speed to allow growth with new customers and a progression to increased volumes. Inks are developing to match the needs for sustainable and compliant printing which is a key message from leading brands.
Sensient has been working hard in the area of polyester printing. In January, we launched a new industrial sublimation ink for mid-range viscosity print heads like Kyocera and Panasonic, ElvaJet Opal SC. Opal has addressed a number of key needs in the market such as increased open time but maintained the highly desirable features such as fast drying. Where Opal stands apart is in the ability to get high quality prints with excellent sharpness and contrast from all types of papers, including as low as 18 gsm uncoated. This allows great savings in the process and reduces footprint of paper rolls, shipping costs all with an ink that has excellent system uptime and start-up.
We will follow this with the announcement of ElvaJet Opal SB, designed for Epson DX and TPF heads. This will allow customers to benefit from these great features with the extended ability to match prints with the same colour performance on plotters and production systems. We are also working on direct printing solutions that will allow decoration of polyester without the need for transfer papers but also removing the need to steam and wash and so delivering a sustainable future. These inks will be showcased at ITMA Asia and represent the future of polyester printing.
There are several important points end-users should consider while making investment in digital printing technology/inks. Mainly the value of a technology for their business. It is well-known that inkjet printing offers flexibility in production but the other tangible benefits like reduced waste, reduced water and electric consumption and simple transition to fast orders. Onward tangible benefits created by the ink should also be considered such as ink consumption, process control (pre, post and during printing), environmental and brand compliance, batch consistency and ease of use (low maintenance) should also be considered.
Our company Sensient is a global supplier. India is a key territory and we have a strong presence there today. We see India as key to the success of textile printing. The high level of quality of printed fabric coming from Indian producers matches well with Sensient’s strategy of offering the best quality, with the best value for the market. The digital printing of textiles in India continues to grow with more and more industrial production printers in operation. We are expecting this trend to continue. Business wise, 2017 was a very good year for us in India. We have key partners there who are helping us to deliver high quality solutions and services. We see a very strong future in the business there and hope to work more closely in the Indian market to deliver value to all our customers.
Concerning single pass technology, single pass printing is now quite well established and it is a technology which we expect to stay and to grow. The volume output from a single pass system is competing with conventional and when you consider the lack of downtime in design change, it allows a greater level of certainty than ever. We expect further single pass systems to launch into the market. Getting the ink selection right will be key to delivering reliability and consistent volume and profit. However, we certainly see a strong future for scanning systems and still some companies choose to invest in multiple scanning printers vs. one single pass to ensure flexibility in production.
On the ink front, many ink developments now are focused on two aspects i.e. User experience and Reduction of water and chemicals. Sensient is pioneering this move to advanced ink solutions and we are seeing a growth in interest for water and chemical free processes. Pigment inks may hold a strong future in the market and can open doors to new application areas, however, today they lack the colour intensity provided by reactive and sublimation inks and will need to bridge that gap at a competitive price to truly gain a volume market share.

MICHAEL MORDENTE
Huntsman Textile Effects
Digital printing of textiles is continuing to develop with increasing reliability on technology. In recent times, we have seen the introduction of new print heads, machines, software and new OEMs with global service capabilities.
Our company develops digital ink solutions that deliver innovation across different segments of textile printing. In cellulosic, Novacron XKS HD reactive inks deliver high colour density and impeccable runnability, strong coloristic performance and maximum shade depths in Huntsman’s Novacron® HD 9000 MCT-based black ink and Novacron® Jet Black HDR VSbased black ink. Coloristic performance is achieved without compromising runnability performance making it a new benchmark in the reactive segment. Huntsman Textile Effects recently launched Novacron RED XKS UHD 4600 ink, the first element of its Novacron® XKS UHD range. In addition, we have introduced a range of disperse inks that deliver high light and weather fastness for printing on polyester. Teratop® XKS HL disperse inks are designed to help mills produce technical textiles that require high colour fastness performance in automotive, outdoor and home furnishing sectors. Teratop® XKS HL is the only range available in the market for industrial digital printing meeting these standards.
For customers who are making an investment in digital printing technology/inks, there are various requirements that are important in industrial inkjet printing. Among them, three aspects stand out – productivity, quality and performance. Mills look for a partner able to provide a complete coloristic solution, from the pretreatment to finishing, and provide intense, bright colours without compromising runnability performance. We offer a complete range of high quality inks, combined with its exceptional technical support and expertise provided to mills. In addition, Huntsman has established strong partnerships with OEMs, reinforced by its digital inks production capability across multiple locations. Increasing focus on sustainability is also an important consideration. Mills across regions have made significant reductions in energy consumption and major reductions in water consumption while producing significantly less CO2 emissions and chemicals waste through digital printing.
Also, with this increasing focus on sustainability, dry processing and pigment inks are likely to account future growth in the digital inks sector. We have customers across the Americas, Europe and Asia. In India, last year was a positive year for Huntsman with continued growth and a positive trend towards digital inks. India is still a growing market for digital inks.
From a technological viewpoint, we have seen developments in single pass digital printing and new machines introduced by manufacturers. This technology, we believe, will continue to play a significant role in the development of the digital printing industry, as will the further development of print heads and digital inks for textiles.

WENDY
Jiaxing Baichuan Printer Tech Co. Ltd.
Our company is called BCInks China, and is from Taiwan. We have been focusing on water based inks for the last 22 years. I am visiting this country for the third time and really like the market here. It’s a very promising country for digital printing and especially digital textile printing for the future. We have high quality inks for polyester printing, for cotton printing pigment inks, disperse dyes so that’s why I am here to work together with my partner. We have wide range of products and have collaborated with Vee Key Enterprises for some of them.
We have developed other products which are not available in this industry. We always aim to have long term association together with our partner. All the parties involved can benefit from the co-operation. India is a country with huge population and vast land. I consider it a market with great potential deal increasing for many years with dramatic growing speed. Looking at growing trend of eco friendliness the industry is expected to grow here. We want customers to use digital printing inks, which allows shorter production process, less pollution but higher productivity. Meanwhile we are looking to lower customers’ production cost when the volume goes up.
I don’t think digital printing will totally replace traditional textile printing methods of the industry. It can value add to so many textile companies who wants to grow further and go green. We aim at providing best products with best values, and our partners will enjoy the growth when we explore the market together. In this industry we aim to provide good solutions, we make good quality inks and provide service and solutions to our distributors. Most of our customers are related to digital textile printing and digital graphics segment. Today, our top five markets are Indonesia, India, Turkey, Russia and Brazil. We want to create digital textile printing solutions with our distributors. When it comes to market strategy it’s not us who make it but customers who ask for it.
















{kind=link}