
 In any manufacturing industry, a good Supervisor can take a firm to incredible heights. Especially in the Garment Manufacturing Industry which is labour-intensive, the Supervisor acts as a bridge between the management and the Operators which are the pillars of the industry. Considering their critical role, the industry needs to have a technically sound Supervisor.
In any manufacturing industry, a good Supervisor can take a firm to incredible heights. Especially in the Garment Manufacturing Industry which is labour-intensive, the Supervisor acts as a bridge between the management and the Operators which are the pillars of the industry. Considering their critical role, the industry needs to have a technically sound Supervisor.
Committed to offering solutions for problems faced by the industry, Methods Apparel Consultancy came up with a special initiative Pro-SDP (Professional – Supervisor Development Program) thereby up-skilling the Supervisors through technology and training.
The program was successfully implemented in one of the prominent clusters in the subcontinent, the Okhla Garment and Textile Cluster (OGTC). METHODS conducted 12 such programs and trained approx. 300 individuals comprising 70% Supervisors,15 % Sub-Supervisors, 15 % Quality IE or Floor- in-charges from prominent Export Houses namely Pee Empro, Gudi Exports, Paramount Products, Meenu Creations, Orient Fashions, Matrix Clothing, Indigo Export, Radnik and Pooja International.
The training spanning a 120 hour program (with 40 hours theory and 80 hours practical training for Supervisors) was focused on the overall development of Supervisors, giving them an insight into how to deal with real-time problems in a more systematic and structured manner. It is worth a mention that the industry in the past has been focusing more on either targeting the Operator or the Higher Management with little or negligible training provided to the Supervisors. METHODS, upon realizing the importance of the middle management in the Sewn Product Industry thus designed Pro-SDP, keeping in mind the needs and requirements of the Supervisor.
Special Program for Assistant Supervisors
One of the special highlight of the training module was the Assistant Supervisor Development program, with a special batch from Pee Empro wherein 25 female sewing machine operators were chosen to be promoted as Assistant Supervisor. The course was specifically customized for this group where a lot of basic knowledge was given to this group and the following topics were additionally taught that included:
• Overall flow of the orders
• How a garment factory runs
• What is an assembly line
• Functions of various departments in the garment manufacturing value chain
• Supportive departments and their role
• PP meeting
• Pilot run
• Basics of Quality and role of the Supervisor in this respect
• How to read a measurement sheet
• Understanding a Techpack
• Customer’s perspective
• Productivity and Production
This batch performed really well and the participants did amazing and the factory too was quite happy. As a result, more owners are keen to get this model started in their factories.
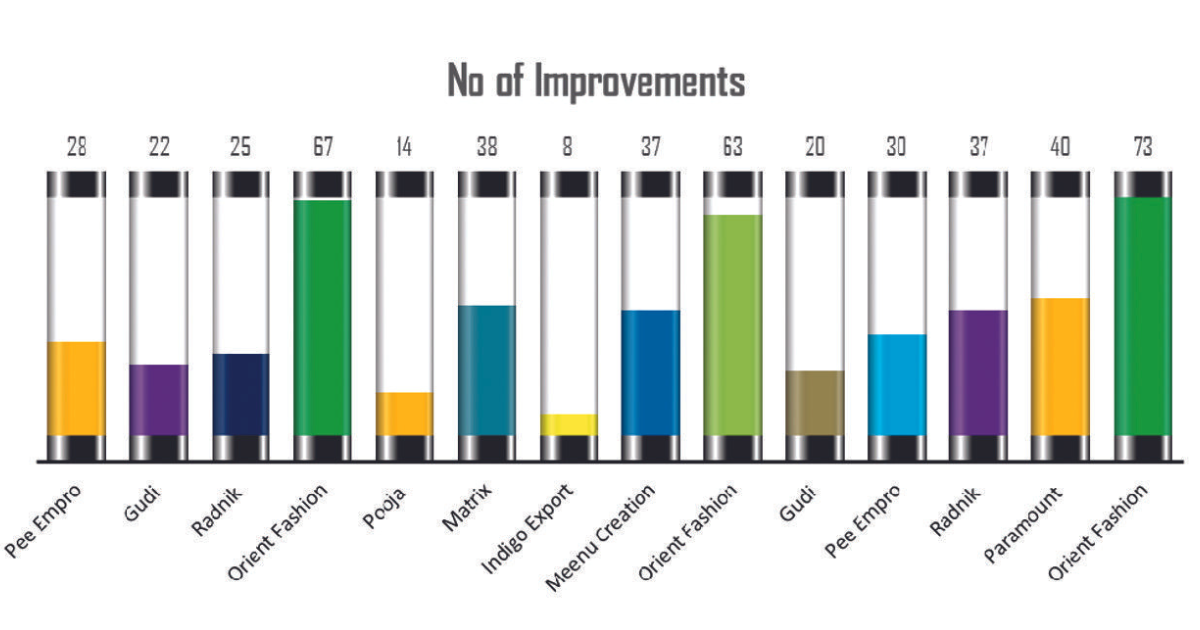
Major achievements of the Program
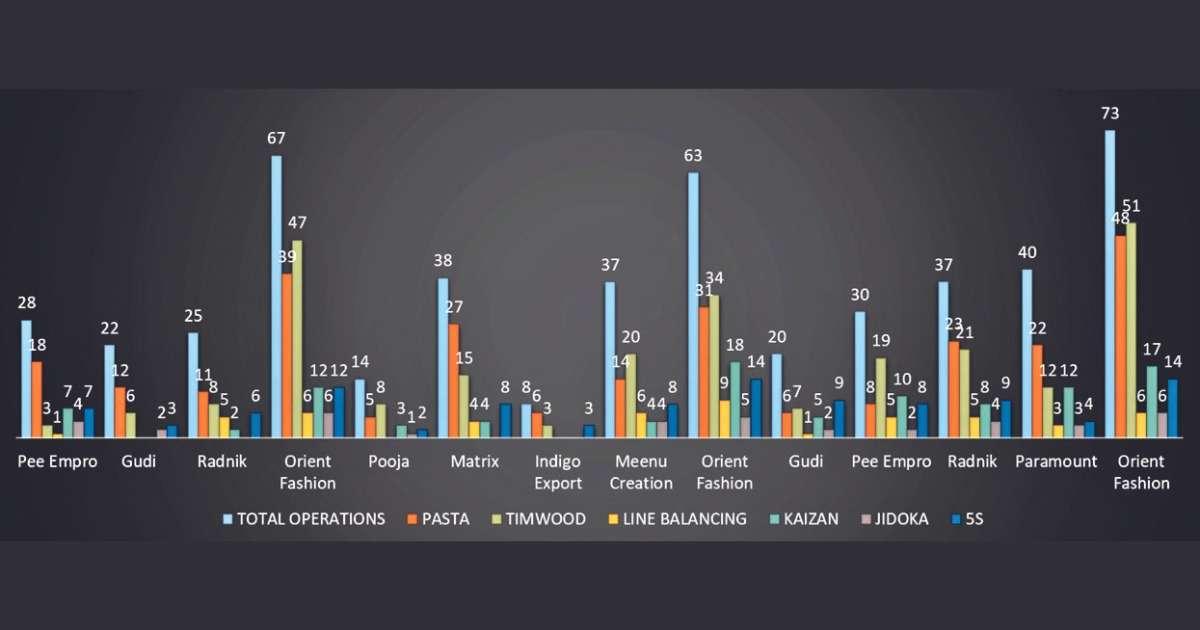
These were measured by implementing concepts such as PASTA, TIMWOOD, 5S, KAIZEN, JIT and JIDOKA that were learnt during the theory training and the achievements and outcome were drawn based upon data from reports and analytics on following parameters:
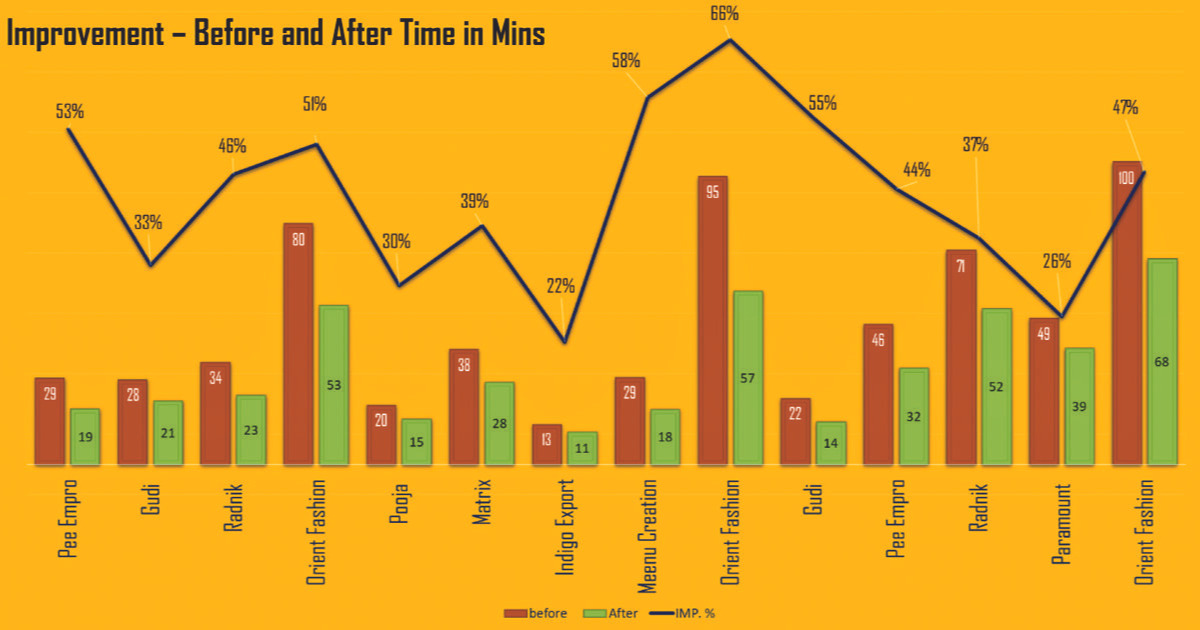
• Overall average improvement in efficiency
• Average improvement production
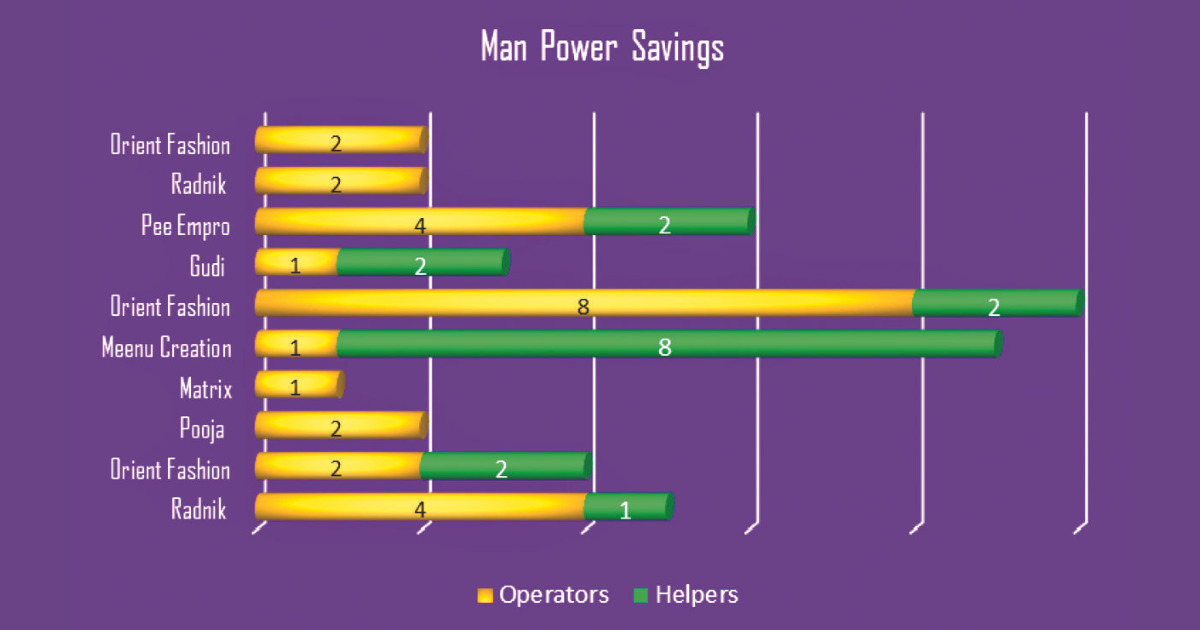
• Reduction in Manpower
• Optimising Line balancing efficiency
• Reducing overall absenteeism
• 5S implementation
• Identifying and eliminating waste
Behavioural changes
• Communication & Motivation: Improving communication to increase efficiency and motivating operators by encouraging open dialogues to foster an environment of collaborative problem-solving
• Team Work: By designing the training in a team format including practical training in specific areas of the factory, the teams strived to make improvements for their respective teams and constructively competed with each other to achieve their goals
• Preventing Absenteeism: With the Industry grappling with the absenteeism for past so many decades, the program also emphasized the need to move on from unauthorized absenteeism to authorized and informed absenteeism
Training Methodology
The first two weeks focused extensively on strengthening the fundamentals of the Sewn Product Industry, the program started with a general introduction and preassessment of candidates to know their capacities, experience and current state to establish their potential learning gaps and to gauge the level of trainees so that the learning pace and subjects can be adapted to their aptitude.
An ice-breaking session was done to establish communication between the participants and the trainer to attain a comfort level. An overview of the complete program was given to all followed by an open session where participants listed down their learning outcome from the program. The first module was focused on opening up their minds and inspiring them to become creators rather than followers through a series of videos, activities, and storytelling and they became much more receptive to new ideas.
With an open mind, they were ready for learning, up-skilling, and re-skilling as the roles and responsibilities along with their positioning in the value chain were discussed in detail. They were further engaged through brainstorming sessions and activities so they can deliver the best results. Other important aspects covered in this training were Lean Manufacturing, Industrial Engineering and Line Balancing. It was mesmerizing to see them learning how to calculate operators’ capacities, check their efficiencies, and balance their lines through data-driven facts.
They felt empowered and enabled with this newly acquired knowledge and most participants were confident that they can improve their work efficiency through the techniques learned. Improving methods through the Passing the ball activity was a turning point since all participants played as a team to improve individual passing of the ball and normally brought it down to less than 5 seconds from 45 seconds.
Another eye-opening session was through the Kaizen video that was used to teach them the principles of continuous improvement. Learning and applying the PASTA tool was another simple, yet powerful tool that they used during their practical training to make improvements to their operations.
Line balancing, throughput me, factory planning, and managing WIP were taught through a simulated computerized game based on the theory of constraints. Designed by Goldratt- The Business Management Guru, the game captivated their interests and taught them about the real factors responsible for achieving targets, how the availability of data and line balancing can do wonders in real-life scenarios and what are the most important factors to run a profitable organization.
Continuous formative assessments were integral to this program, and this was embedded in the training through daily homework and structured assessments from time to time and these regular assessments helped to check the participant’s levels or whether they were improving or not.
After the theory training, the Practical sessions were even more intense. The classes were divided into groups of 5 to 6 people and were allocated to specific lines on the shop floor. All the teams worked towards being the best implementing teams and there was an air of healthy competition between all of them. The Trainers handheld and guided each team to make improvements in the lines. There were many challenges during this phase such as absenteeism or at times the interrupted supply chain that breaks the rhythm of improvements including other quality issues but together as a team, those were overcome and showed significant improvements to the management.
In general, each team must produce a current method and an improved method for doing the job. Thus, we can quantify the real change that occurred as a result of their efforts. Teams were able to save more than 3 to 4 minutes on each product along with 2 to 3 people which were saved during rebalancing or as a result of method improvements. The line layouts were made better to improve transportation and many examples of 5-S were created by the team. Overall, the participants became more independent and their approach became solution-centric rather than problem-centric.
Each team was evaluated continuously throughout the practical sessions to check on their team management, how they are teaching operators, and their creativity quotient by implementing improved methods on the lines. In case there was a style change, the teams got a chance to practice QCO Principles and bring down the line setting time considerably.
-

- Pro – SDP class room training
-

- Practical training session
Final presentation by the participants
The learning outcomes were finally presented to the management by the teams and in fact each individual came forward and shared the learning experiences as well as showcased their improvements in a Before and After video. This was a really interactive program which honed their communication skills and it was pleasantly surprising to watch them speak confidently. Their leadership skills were also developed as each team also chose a leader among themselves. Finally, all participants were awarded certificates for successful completion of training.
All in all, the ethos on which this program runs is; There is no best way, there is always a better way or as they say in Hindi; Sarvottam mein bhi Sudhar Sambhav Hai. This is the philosophy of the program where each person is prepared to make changes and do continuous improvements in whatever task they perform.

















{kind=link}