A.T.E.’s focusing on Sustainable Development in India

The average global temperature is on the rise, and according to a report published by a climate watch magazine, Climate.gov, the 10 warmest years on record have all occurred since 1998; 9 of the 10 have occurred since 2005. The report further states that by 2020, the global surface temperature will be more than 0.5°C warmer than the 1986-2005 average.
Countries like India with tropical climates would be hit hard by the increasing temperature. This would lead to an increasing demand for cooling systems. However, conventional cooling systems, mainly the air conditioners, are energy guzzlers and also use the refrigerants that are harmful to the environment. How do we resolve this conundrum?
A.T.E. had the foresight to envisage the urgent need for an alternate eco-friendly technology that would provide cooling and comfort. So, it invested in a nascent technology, about 12 years ago, that has today revolutionised the concept of cooling. The technology, known as IDEC or Indirect Direct Evaporative Cooling, has the well-proven and unique DAMA (dry air most air) as its core, and is based on the principles of evaporative cooling. The DAMA is patented in India, Australia, and the United States. This technology provides comfort cooling using just about 50 percent energy of conventional air conditioners, and replaces the ozone depleting refrigerants used for cooling with nature’s own coolant, i.e., water. In addition, it provides 100 percent fresh air, thus creating a healthy and more productive environment.
A.T.E. is a leader in textile engineering with 80 years of experience and its foray into a totally unrelated territory had surprised many, but A.T.E.’s passion and commitment to environment transcends business and profit to societal wellbeing.
 A.T.E.’s cooling business is handled by its business unit HMX which has already supplied more than 60 mn CFM in India and other markets, cooling an area of more than 12 mn sq. ft., encompassing both the industrial and commercial segments and for varying applications. Out of the 60 mn CFM, close to 15 percent of the CFM is supplied to commercial segment. With upto 50 percent power saving compared to air conditioning, this technology offers huge potential to save energy while providing a cool and healthy ambience for the people inside the conditioned space.
A.T.E.’s cooling business is handled by its business unit HMX which has already supplied more than 60 mn CFM in India and other markets, cooling an area of more than 12 mn sq. ft., encompassing both the industrial and commercial segments and for varying applications. Out of the 60 mn CFM, close to 15 percent of the CFM is supplied to commercial segment. With upto 50 percent power saving compared to air conditioning, this technology offers huge potential to save energy while providing a cool and healthy ambience for the people inside the conditioned space.
It is with the same passion and commitment that A.T.E. also invested in the wastewater business in the year 2008. India, which is home to nearly 18 percent of the world’s population, has only about 4 percent of the world’s water resources. The NITI Aayog’s Composite Water Management Index June 2018 presents a grim water situation in India. As per the report, currently, 600 mn Indians face high to extreme water stress and about two hundred thousand people die every year due to diseases that are linked to inadequate access to safe water. The report goes on to say that the crisis is only going to get worse, and by 2030 the country’s water demand is projected to be twice the available supply, implying severe water scarcity for hundreds of millions of people and an eventual ~6 percent loss in the country’s GDP.
 Contributing significantly to India’s water scarcity is the increasing generation of wastewater and its unsafe disposal. Two main sources of wastewater are sewage and industrial waste. It is estimated that around 62,000 mn litres of sewage is generated in India every day, while 13,468 mn litres per day of wastewater is generated by industries in India (FICCI April 2013). A report published by Down to Earth in April 2016 shows that 78 percent of the sewage generated in India is untreated; similar statistics for industrial wastewater are not readily available.
Contributing significantly to India’s water scarcity is the increasing generation of wastewater and its unsafe disposal. Two main sources of wastewater are sewage and industrial waste. It is estimated that around 62,000 mn litres of sewage is generated in India every day, while 13,468 mn litres per day of wastewater is generated by industries in India (FICCI April 2013). A report published by Down to Earth in April 2016 shows that 78 percent of the sewage generated in India is untreated; similar statistics for industrial wastewater are not readily available.
So, why not look at the wastewater as the most secure source of fresh water? With this idea, A.T.E. invested in the business of treatment and recycling of wastewater and was recently joined by HUBER SE, Germany, the world leader in the field, to form A.T.E. HUBER Envirotech Private Limited (AHET).
AHET offers a comprehensive range of solutions for wastewater treatment, recycling, zero liquid discharge and sludge management covering both industrial and municipal sectors. AHET has introduced several novel technologies for industrial wastewater treatment. AAA® technology is a highly successful innovation that treats textile wastewater. AVR® based anaerobic bio-methanation plants have been proven to degrade fat successfully in the dairy industry. AHR handles difficult to treat effluents from pharma and petrochem, whereas SUFRO®, an ultra-high flow submerged UF membranes followed by a reverse osmosis membrane system, provide simple and hassle free recycling of wastewater.
AHET in collaboration with HUBER SE, Germany, also offers innovative and highly efficient equipment for municipal wastewater treatment right from headworks to comprehensive sludge management including faecal sludge treatment. Thus, the endeavour at AHET is to make wastewater the most reliable source of fresh water for industry and mankind.
Another area that A.T.E. invested in that underscores its commitment to the environment is for the development of solar heating solutions. This business is handled by its business unit HMX. With years of R&D and long term in-field testing, A.T.E. has developed an innovative Concentrated Solar Thermal (CST) system that can provide steam (up to 160ºC and 6 bar pressure) and process heat for various industrial and commercial applications.
A.T.E. is also active in the space of Industrial IoT, through its business unit, EcoAxis, which helps businesses improve their bottom lines by unlocking intelligence of things using IoT based advanced analytics. Key environmental benefits of EcoAxis’ IoT solutions are material and energy resource optimisation.
The company’s concern and contributions to the environment also encompasses its own operations, under the theme Aiding The Environment. Two of its newly built facilities are certified green buildings, A.T.E. has installed rooftop solar panels in some of its facilities, and also drives green practices like waste segregation, conservation of power, water, and paper with total employee involvement.

Jeanlogia’s G2 Dynamic guarantees detoxed and sustainable fabric

Jeanologia redefines fabric finishing with G2 Dynamic, the first ozone treatment for continuous fabric, thereby contributing to the consolidation of its objective to attain the dehydration and detoxification of jeans.
G2 Dynamic is the only technology on the market that guarantees a detoxed and sustainable fabric, in addition to reducing water and chemical consumption from 85 percent to 95 percent and energy from 70 percent to 80 percent. For example, if a kilogram of fabric uses between 15 and 20 liters of water, with G2 Dynamic the complete process uses from 0.5 to a maximum of 3 liters per kilo.
This technology has been gaining a lot of traction in the industry, 30 fabric manufacturers have incorporated it into their production process within only three years of its launch. Jean Pierre Inchauspe, the person in charge of G2 Dynamic has pointed out that “the main weavers of the five continents are already using this technology as an indispensable process for the sustainable finishing of their fabrics.”
Jeanologia’s 2025 objective for this technology is to achieve an average saving of more than 8.5 mn cubic meters of water per year. This is the amount necessary for the annual human consumption of more than 3.5 mn people. 80 percent of these machines are being used for the finishing of denim (blue and black) and 20 percent for the finishing of loom state (other colours), the market for “denim fabric” in colour will become more important in the year to come.
With this technology, the company brings to the market a sustainable alternative to several traditional, more polluting and water consuming processes in the textile industry. Furthermore, highlights Inchauspe “[it] improves and boosts subsequent production stages up to the finishing of the garment, making them more efficient and allowing companies to be more competitive, increase productivity and offer a product that is completely sustainable.”
Ozone, a fundamental pillar for a sustainable textile industry
G2 Dynamic is the latest in ecoefficient ozone textile technology, the result of 15 years of innovation in the industry from the fabric to the final garment. After years of applying ozone for garment finishing, Jeanologia has taken the next step using ozone to end the water consumption and chemicals used in traditional fabric finishing processes. The Jeanologia Ozone Center has become one of the fundamental pillars in the new era for denim as an essential element in a 100 percent sustainable textile industry.

Gerber launches new AccuMark® 2D/3D

Gerber Technology pushes boundaries of innovation with a single, unique platform that fully connects the supply chain from design to production leveraging 2D/3D CAD, PLM and Industry 4.0 enabled Smart Machines. With the release of AccuMark 12.2, which has more than 46,000 users worldwide, the 50-year-old pioneer will solidify its position as the leading end-to-end platform by effectively streamlining the workflow through the ability to increase productivity, identify fit issues, and decrease the lead time from an average of 57 weeks to as little as a few days. This covers not only the area of digital product development but also the connection to both mass automated and on-demand production.
“A seamlessly integrated platform will allow users to not only see pretty pictures but be able to produce garments right away, drastically reducing the development cycle times,” said Mary McFadden, Vice President of CAD Product Management at Gerber Technology. “Our customers can use their own patterns to simulate in 3D, make as many fit adjustments as needed without having to use any DXF, which is a real game changer. With 12.2, we’ve added required features that are going to strengthen the connection with not only YuniquePLM® and our Smart Machines, but also with digital printers, enabling our customers to meet every challenge.”
“Our integrated platform uniquely offers the flexibility, speed, and agility that our customers need now in order to compete and thrive,” said Karsten Newbury, Chief Digital Strategy Officer, Gerber Technology. “Our focus is singularly on the success of our customers so they can tackle the burning topics in the industry including fit, sustainability, and the need for personalization. This requires a tightly-integrated data solution. We’re continuing our aggressive roadmap with the release of AccuMark 12.2, which is going to add great value to our end-to-end platform.”
AccuMark 12.2 has been designed to fully empower the industry by enhancing Gerber’s end-to-end platform through an improved digital print workflow, several new 3D capabilities that will improve fit assessment, and offer better communication among partners and team members. AccuMark 3D 12.2 also includes major improvements in 3D simulations. Our integrated 2D/3D solution provides the most efficient workflow for validating patterns during fit and style development. Patternmakers can seamlessly simulate patterns while making pattern corrections, even on graded sizes.
In order to combat the need for on-demand, personalized products, many companies are starting to leverage digital printing. AccuMark 12.2 offers new enhancements that will improve the digital printing process including the ability to apply barcodes and QR codes to seam allowances and PDF image option that supports spot colours.
The latest installment of the industry-leading CAD solution will also feature major updates to their cut planning software, AccuPlan™, which will further enable their customers to take on the challenges of mass production. AccuPlan 12.2 not only makes it simple to get a precise cut but, when combined with Gerber’s powerful nesting software, AccuNest™, is able to drastically reduce costs and material waste.
“Our pre-press process is at least five times more productive than it was before the AccuMark digital print workflow and we’ve gained, on average, 15 percent yield using marker making to layout the pieces for the print file,” said Jon Hickson of Digital Performance Gear. “Our art team will be twice as efficient with 12.2 since they won’t have to wait for simulations to finish every time they want to send out a concept with different art.”

Fashion on demand becoming a reality now
The future of fashion is increasingly linked to customization. On-demand production is a business model with limited financial risk and it has many advantages for companies: It allows adapting the offer exactly to the demand by producing precise quantities, avoiding stockpiles or having to resort to price reductions. 74 percent of millennial & generation today is interested in purchasing personalized clothing.
From an economic perspective, there are many positives to on-demand production. On the plus side, it requires lower capital investment and leads to smaller inventories and more flexibility and agility. Shorter-turnaround cycles can reduce demand uncertainty and contribute to a more sustainable small-batch production cycle. However, production costs are generally higher, due to the smaller batch sizes, as are transport costs if production is nearshore or offshore.
Rising take-up of on-demand production will lead to a spike in personalization, and a new generation of customized clothing start-ups, creating a new definition of “made to measure.” In the technology space, automation intellectual property will continue to develop, with patent approvals likely to be a critical success factor in the years ahead.
To respond to new market trends and help fashion companies to meet new challenges, Lectra has developed the Fashion on demand solution. The result of the research of more than one hundred experts during the last 4-5 years, stems from the principles of the Industry 4.0 and it automates the entire process of customization, from product development to the final cutting phase.
Consumers are now driving trends
Thanks to 24-hour connectivity, consumers are making faster, more informed purchasing decisions. Not only are they defining the value proposition of products and services, but they are also empowered to impose their demands on the market. Brands, retailers and manufacturers wanting to succeed in this new business environment will have to change their focus to be more customercentric, adopt industry 4.0 best practices and invest in smart technology to keep up with consumer trends.
Conventional supply chains can no longer meet consumer demand
The conventional fashion supply chain model is too opaque, fragmented and slow to respond to diversified consumer demands quickly enough to satisfy customers. As a result, consumers will look to the nearest competitor to get the personalized products and exceptional customer experiences they want. This inability of the conventional supply chain to meet new expectations puts established fashion companies at risk.
The on-demand business model is now
The on-demand model is a way to make factories smarter and bring business closer to the consumer. The key to meeting the needs of the new consumer is learning how to integrate state-of-the-art digital technology and real-time consumer data into daily business operations. Brands, retailers and manufacturers with the flexibility to produce quickly and on demand are successfully winning consumer loyalty.
On-demand business benefits
• Generate positive cash flow: Take pre-paid orders, optimize operational overhead, gain material savings and minimize excess stock
• Achieve operational agility: Respond and react quickly to new market opportunities around on-demand production and personalization—small series, customization and made-to-measure orders—without disrupting existing revenue models
• Acquire competitive advantage: Integration of innovative technologies at each step of the product lifecycle lets you build and manage a powerful, efficient on-demand supply chain to speed your products to market and strengthen your position
• Think globally and act locally: Create, develop and produce more sustainably for specific regions, adapting your production to business models and/or individual consumers by taking advantage of nearshoring
 Fashion on demand by Lectra
Fashion on demand by Lectra
The industry’s first end-to-end solution to develop individualized products and automate production—is designed to help the fashion industry overcome the challenges of scaling and/or implementing made-to-order and personalized offers.
A complete solution
• Lectra Digital Cutting Platform: A powerful cloud-based solution including business applications
• Virga smart and connected single-ply cutting line
• 3 packages for a modular and scalable offer: Made to order for sampling, small series, quick assortment Made to customize for customization orders Made to measure for made-to-measure clothing
• Powerful automatons that automatically process the various activities from preparation up to cutting
• Seamless automatic synchronization between cutting line, digital platform, ERP and Lectra CAD
What you will gain
Fashion on Demand by Lectra is a game-changer in this space because it automates the go-to-market processes to expedite development while concurrently enabling manufacturers to expertly manage fabric cutting, even for complex, patterned designs. By shortening the cycle, fashion companies will be able to produce the high-quality personalized garments consumers want faster.
Improved time to market
• Simultaneous management of multiple individual orders
• Automation of production rules
• Identical cutting speed for both patterned and plain fabrics
Cost savings at every stage
• Material savings: Powerful nesting and high productivity per square meter
• No plastic and paper consumables
• Multi-line and multi-site management
Operational efficiency
• Streamlined production processes
• Pre-set cutting instructions
• Configurable workflow with rules you can change at any time
Full operational control and 360° visibility
• Supervision controls
• Vertical IT system and horizontal process integration
• Data monitoring integrated into dashboard
Flexible and secure management of personalization offers
• Management of any variant or component
• Automatic matching of orders to product catalog
• Line-item product monitoring made possible by unique product ID numbers
Optimized management of a broad range of fabrics and patterns
• Powerful scanner with fabric pattern positioning
• Material library management: Set attributes for individual fabrics
• Automatic parameter set-up for cutting
Consistent fit and sizing across products and markets
• 2D patternmaking
• 2D industrialization (including special grading)
• Reliable alterations system with automatic consistency controls
Enhanced user experience thanks to an easy-to-use solution
• Intuitive touch-screen interfaces
• Controlled sequencing of cutting jobs
• Visual loading and off-loading assistance
Why Lectra?
Lectra has more than 40 years of experience innovating in the fashion industry. It works together with major fashion and apparel players in over 100 countries. Drawing from its experience and expertise, it is continuously reinventing the value chain so that businesses can become more pro table, sustainable and agile.
Konica Minolta and True Colors teaming up to bring revolution in digital textile printing
When there are ideas that can change the way industry works, creates and shares the production on a global scale, the intention of expansion to make every tiny sector or a unit a better supplier arises. And that is the exact case of the extraordinary collaboration between Konica Minolta and True Colors.
 Konica Minolta is a renowned Japanese brand with 44,360 employees, with sales and service provided into more than 160 countries, and holds a total sale of roughly Rs. 695.61 bn. Konica Minolta has been in the Indian market for a significant period of time but when they were looking for not just expansion but as their motto suggest “The essentials of Imaging” where essential word reflects our objective to provide products and services and that is the reason we have decided to carry our legacy with True Colors as they have a strong hold over multiple cities like Delhi, Mumbai, Surat, Ludhiana, Amritsar and Kolkata said the officials. We wanted to make our presence feel more impeccable, provide our esteem clientele with 100 percent of service and customer support is the reason we joined hands with True Colors to shape the future of textile printing.”
Konica Minolta is a renowned Japanese brand with 44,360 employees, with sales and service provided into more than 160 countries, and holds a total sale of roughly Rs. 695.61 bn. Konica Minolta has been in the Indian market for a significant period of time but when they were looking for not just expansion but as their motto suggest “The essentials of Imaging” where essential word reflects our objective to provide products and services and that is the reason we have decided to carry our legacy with True Colors as they have a strong hold over multiple cities like Delhi, Mumbai, Surat, Ludhiana, Amritsar and Kolkata said the officials. We wanted to make our presence feel more impeccable, provide our esteem clientele with 100 percent of service and customer support is the reason we joined hands with True Colors to shape the future of textile printing.”
Since its establishment in 1873, by making the most of its diverse technologies and innovations, Konica Minolta has been expanding its business in various fields that include office equipment, optical systems for industrial use, and diagnostic imaging system. Konica Minolta, Inc. has also been included in the Dow Jones Sustainability World Index, which is one of the most prestigious global indices of ESG investment, for seven years in a row, and was again named industry leader with the highest total score earned in the three dimensions of economic, environmental and social.
 True Colors Impex started its journey way back in 2011. True Color Impex is a wellknown company which deals into textile machinery. True Colors is also working as an exclusive representative for the world’s leading manufacturers. If we dig at the history of digital printing in India, True Colors is the name that sets itself apart from the rest of the companies as it was the very pillar that created and made a smooth runway for the digital printing industry. The company introduced digital printing at the beginning of this era to the Indian textile industry only to change it forever.
True Colors Impex started its journey way back in 2011. True Color Impex is a wellknown company which deals into textile machinery. True Colors is also working as an exclusive representative for the world’s leading manufacturers. If we dig at the history of digital printing in India, True Colors is the name that sets itself apart from the rest of the companies as it was the very pillar that created and made a smooth runway for the digital printing industry. The company introduced digital printing at the beginning of this era to the Indian textile industry only to change it forever.
Since it was quite a fascinating and a fairly new concept the market was introduced with, True Colors went through gigantic hassle to educate the industry on what digital printing is and the plus point it has to offer and as gradually the market started understanding the need for the shift from the conventional methods of printing to digital printing, the company graph also went higher, making them leading supplier today. But what differentiates True Colors from the rest of its competition is their in-depth knowledge and research of this market over these years and because of that they tailored the machines as per the needs of the Indian textile market in terms of addition or deduction of spare parts, making the machines more effective with better runnability and results.
When Sanjay Desai, Director of True Colors was asked about it, he said, “We work as a bridge between the client and the manufacturer, whether it’s a matter of a service, guidance or a support in general, we’re the closest and most aware person in the picture, and that’s what made Konica Minolta understood why this collaboration was the need of the hour.”
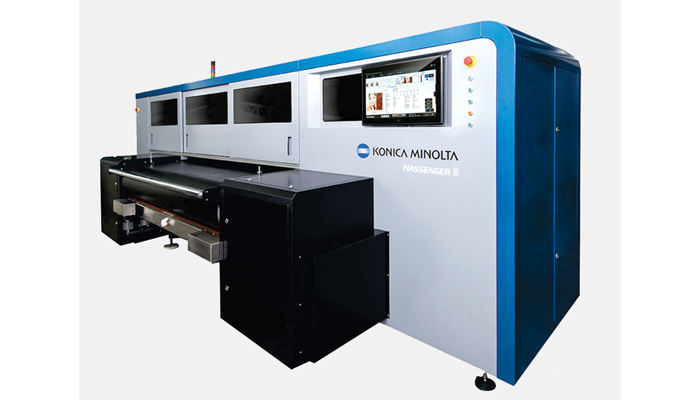
True Colors is one of the most recognised names in the industry and forming the largest service team of service engineers led by an operations head, ensuring the smooth running of the business. And now with this global scale collaboration True Colors is all set to launch Nassanger 120, Nassanger 8 and Nassanger 10 beast into the market.
Nassanger Pro 120 is a standard printer that is equipped with 8 and 9 printheads. Nassanger 120 can support the maximum fabric quality width of 1,800 mm. Nassanger 10 offers 72 and 81 inkjet printheads, while Nassanger 8 is equipped with 16 and 32 printheads. Nassanger 120 is a perfect machine for entry-level production whereas Nassanger 8 is an optimal choice for the customers who are handling medium-sized lots and Nassanger 10 is built for customers who are handling large-lot print jobs that require both volume and quality.
Looking at the market fluctuation and changes in general both of the brand authorities believe that this collaboration will not just be an ordinary deal but something that will create a massive impact on the market future and will provide a better direction to it.

Jack opens its largest showroom in India in association with CK Trading
 Jack Sewing Machine Co. Ltd, a China based sewing machine manufacturer in association with CK Trading Co. recently opened its largest showroom in India for live display of Jack brand sewing machines and its other products. The showroom was inaugurated by Elgbert and Sam from Jack Sewing Machine Co. Ltd on 12th July, 2019.
Jack Sewing Machine Co. Ltd, a China based sewing machine manufacturer in association with CK Trading Co. recently opened its largest showroom in India for live display of Jack brand sewing machines and its other products. The showroom was inaugurated by Elgbert and Sam from Jack Sewing Machine Co. Ltd on 12th July, 2019.
For last few years, Jack has beeng rowing at a very good pace in India market due to its aggressive marketing strategy and continuous investment on its branding. Jack is regularly introducing the new machine models with high precision technology and is constantly penetrating into new areas with its presence and increasing its market share.
 With all these efforts, Jack’s share in India market is continuously increasing year-on-year basis. In order to get bigger share in Eastern India market, Jack in association with its Kolkata agent CK Trading Co. has opened its largest showroom in India, situated at South City Anmol Infra Park, Plot B1, Jagdishpur, Chamrail, Howrah, which is located near the upcoming West Bengal Hosiery Park, a garment manufacturing park.
With all these efforts, Jack’s share in India market is continuously increasing year-on-year basis. In order to get bigger share in Eastern India market, Jack in association with its Kolkata agent CK Trading Co. has opened its largest showroom in India, situated at South City Anmol Infra Park, Plot B1, Jagdishpur, Chamrail, Howrah, which is located near the upcoming West Bengal Hosiery Park, a garment manufacturing park.
Showroom is spread over in 5,000 sq. ft. area with live display of complete Jack machines range starting from single needle sewing machines and multi-needle sewing machines cutting machines, pattern sewing machines, spreading machines, eyelet button hole machines and other latest products.
 The event was graced by the presence of around 100 leading industry players from in and around Kolkata. Some of the prominent names included representatives from leading companies like Turtle Ltd., HP Cotton, Kothari Hosiery, Jyoti Waterproofs Pvt. Ltd. to name a few.
The event was graced by the presence of around 100 leading industry players from in and around Kolkata. Some of the prominent names included representatives from leading companies like Turtle Ltd., HP Cotton, Kothari Hosiery, Jyoti Waterproofs Pvt. Ltd. to name a few.
Prior to taking the decision, the customers can see live demonstration of complete Jack sewing machines range at one place. They can also bring their samples and test them on the machines. In future, the company is also planning to provide sewing machine operating training to the new labour force by opening a training school nearby to this showroom. CKT is going to provide free training to the labour force, which will help in reducing down the shortage of workforce in the area.
According to Rajiv Ranjan, Proprietor, CK Trading, “The showroom comprises complete range of Jack Sewing machines, providing all the solutions together under one roof. Earlier customers used to buy one model, try that at their factory and then place the order. But now, the process has become easier as they can directly come to our showroom with their fabrics, check and try all the machines and after satisfaction can take the purchase decision. Besides, the area selected for showroom is centrally located and is nearby to upcoming West Bengal Hosiery Park where all major hosiery brands are going to have their units. So, it will bring them closer to Jack.”
Established in 2016, CK Trading Co. is a total apparel solution company. Its product range starts from Automatic CAD/CAM, cutting machines, sewing machines, finishing machines, electrical solution for the garments factories, all garments furniture systems, production line table, checking tables, cutting tables, heavy duty racks, bus bar systems & so on. CK Trading represents some of the world’s leading bands in the market and believes not only in selling products but also in building a long-term relationship with their principals, customers & dealers, ensuring complete customer satisfaction.
Besides, established in 2003, Jack Sewing Machine Co., Ltd from Taizhou, China is one of the leading companies in the world involved in manufacturing and R&D of full series of lockstitch, over lock, interlock, special machines, machines for heavy-duty materials and pocket-welting machines.